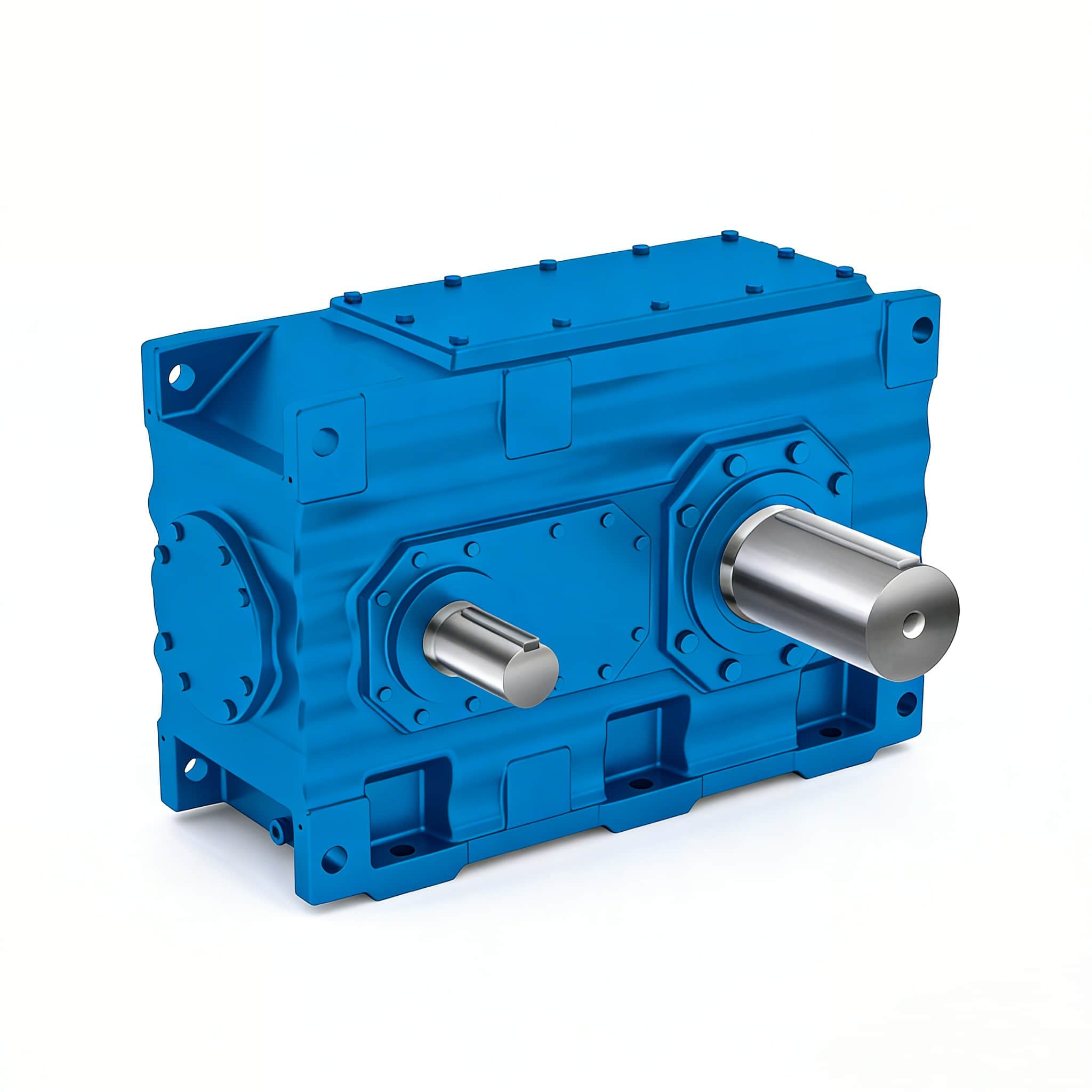
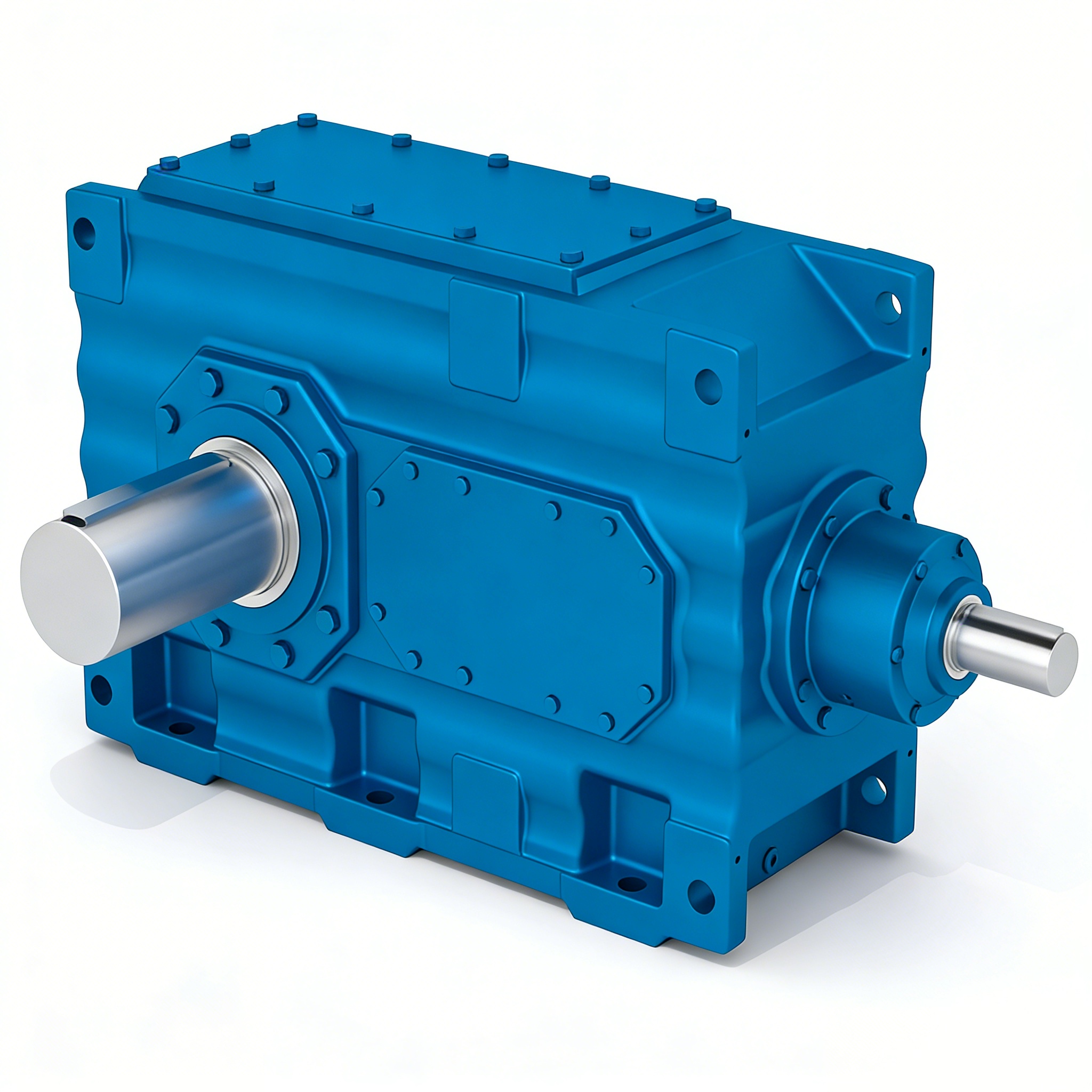
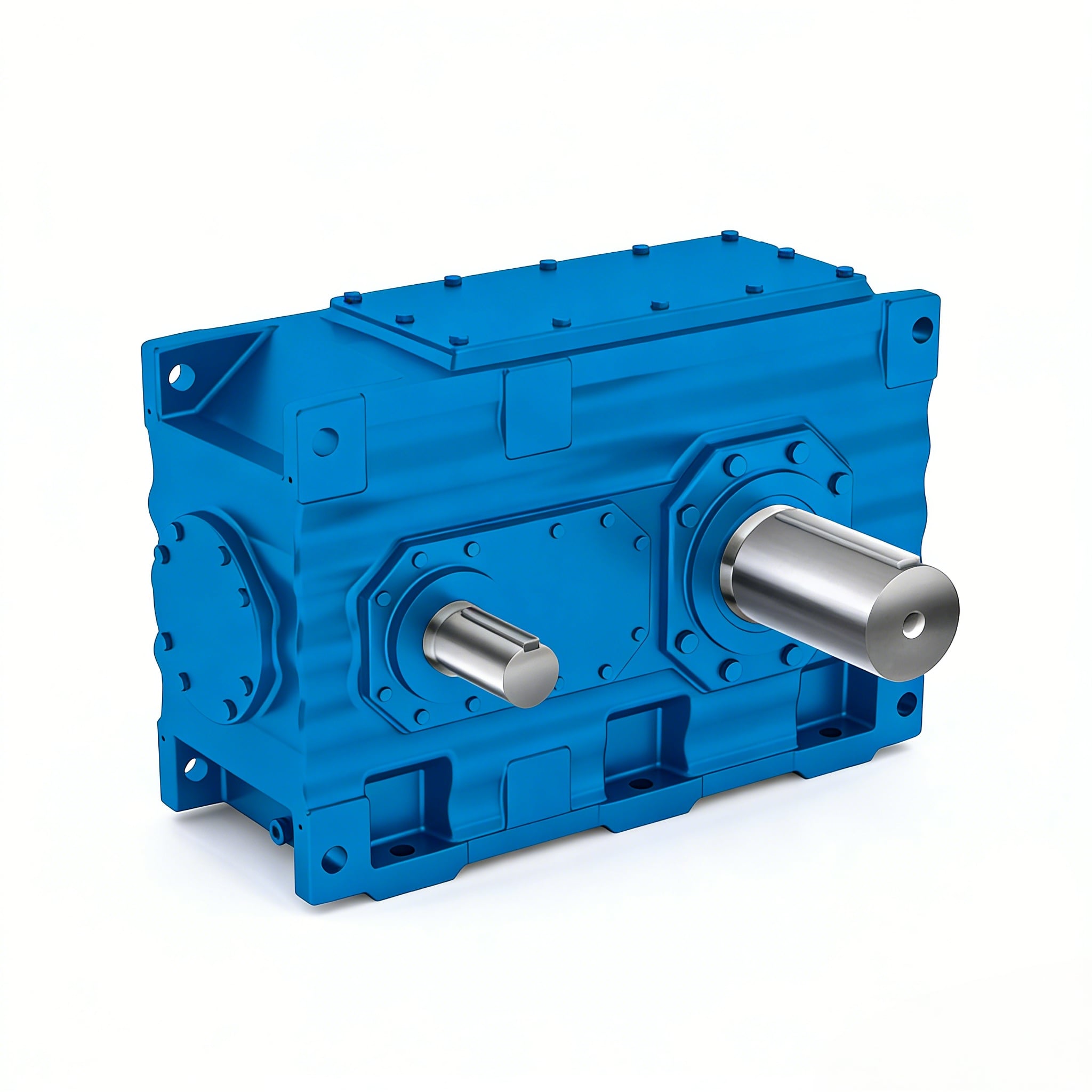
ce certified gearbox
A ce certified gearbox represents the gold standard in European mechanical power transmission systems, combining rigorous safety standards with exceptional performance capabilities. The CE certification ensures that this gearbox meets all European Conformity requirements, providing customers with confidence in product quality, safety, and reliability. This advanced mechanical system serves as the crucial link between motors and driven equipment, transforming rotational speed and torque to match specific application requirements. The ce certified gearbox incorporates sophisticated engineering principles to deliver precise power transmission across diverse industrial sectors. Its primary functions include speed reduction, torque multiplication, and directional changes in rotational motion, making it indispensable for countless mechanical applications. The technological foundation of a ce certified gearbox relies on precision-manufactured gear trains, high-quality bearings, and robust housing materials that withstand demanding operational conditions. Advanced lubrication systems ensure smooth operation while minimizing wear and extending service life. The certification process involves comprehensive testing protocols that evaluate mechanical strength, thermal performance, noise levels, and safety features. Modern ce certified gearbox designs incorporate computer-aided engineering to optimize gear geometry, load distribution, and efficiency ratings. These units typically achieve efficiency levels exceeding 95 percent, significantly reducing energy consumption and operational costs. Applications span across manufacturing, automotive, aerospace, renewable energy, and heavy machinery sectors. In wind turbines, the ce certified gearbox enables optimal energy conversion by matching blade rotation speeds to generator requirements. Manufacturing facilities rely on these systems for conveyor operations, mixing processes, and precision positioning tasks. The automotive industry utilizes ce certified gearbox technology in electric vehicle drivetrains and automated manufacturing equipment. Construction and mining operations depend on these reliable systems for excavators, crushers, and material handling equipment, where consistent performance under extreme conditions is paramount.