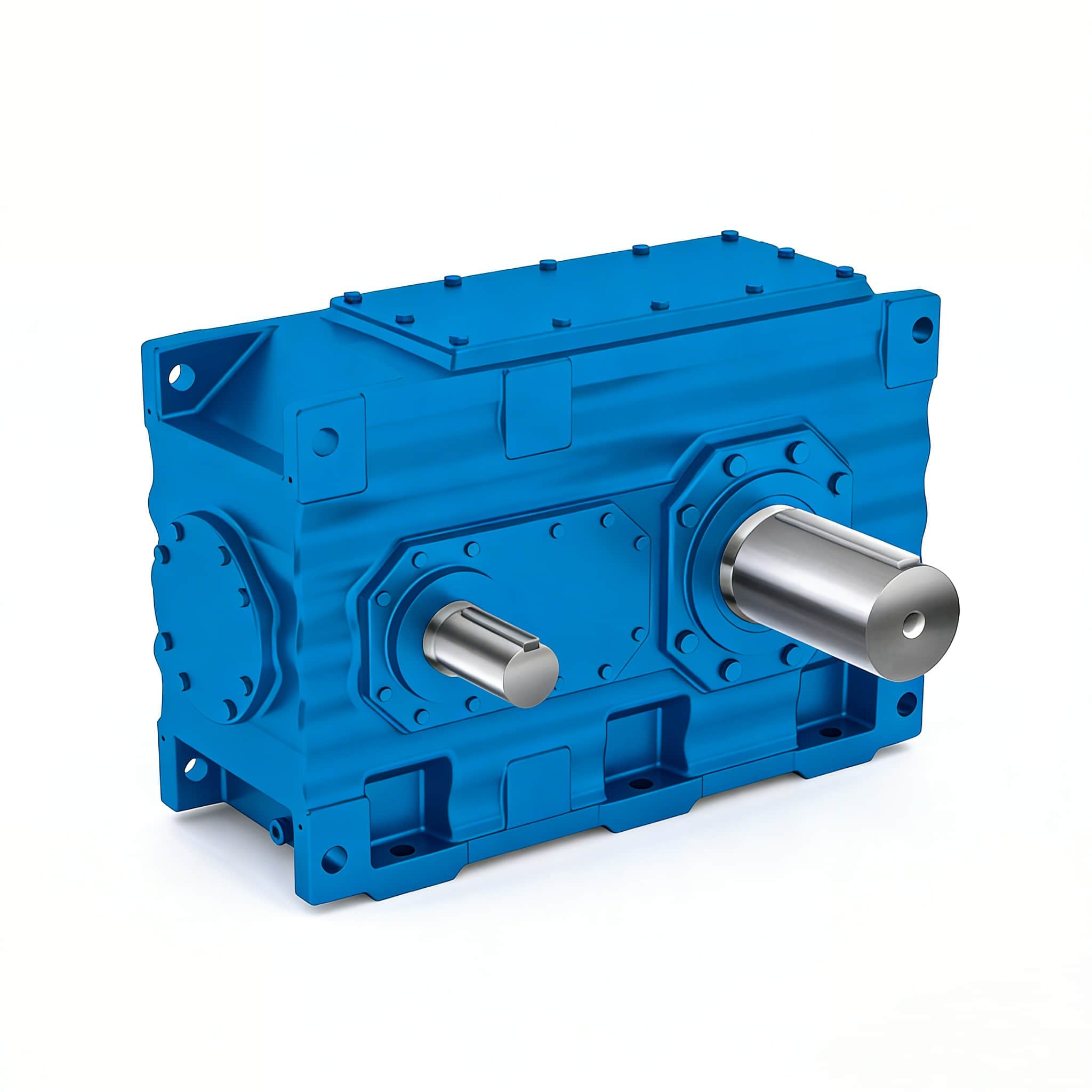
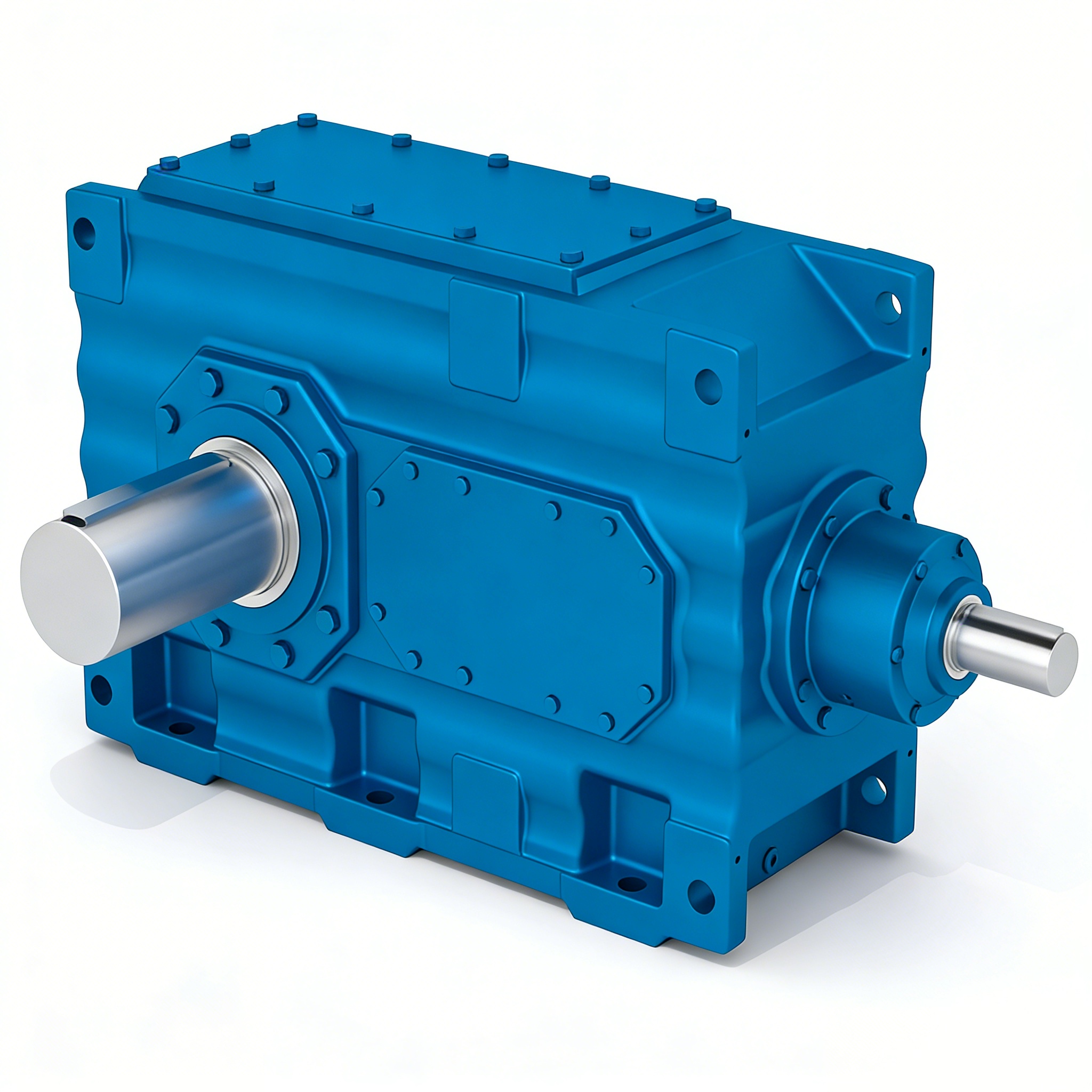
caja de cambios certificada CE
Un reductor certificado CE representa el estándar de oro en los sistemas europeos de transmisión mecánica de potencia, combinando rigurosos estándares de seguridad con capacidades excepcionales de rendimiento. La certificación CE garantiza que este reductor cumple todos los requisitos de Conformidad Europea, otorgando a los clientes confianza en la calidad, seguridad y fiabilidad del producto. Este avanzado sistema mecánico actúa como el eslabón crucial entre los motores y los equipos accionados, transformando la velocidad de rotación y el par para adaptarse a los requisitos específicos de cada aplicación. El reductor certificado CE incorpora principios de ingeniería sofisticados para ofrecer una transmisión precisa de potencia en diversos sectores industriales. Sus funciones principales incluyen la reducción de velocidad, la multiplicación del par y los cambios de dirección en el movimiento rotacional, lo que lo convierte en un componente indispensable para innumerables aplicaciones mecánicas. La base tecnológica de un reductor certificado CE descansa en trenes de engranajes fabricados con precisión, rodamientos de alta calidad y materiales resistentes para las carcasas, capaces de soportar condiciones operativas exigentes. Sistemas de lubricación avanzados aseguran un funcionamiento suave, minimizando el desgaste y prolongando la vida útil. El proceso de certificación implica protocolos exhaustivos de ensayo que evalúan la resistencia mecánica, el rendimiento térmico, los niveles de ruido y las características de seguridad. Los diseños modernos de reductores certificados CE incorporan ingeniería asistida por ordenador para optimizar la geometría de los engranajes, la distribución de cargas y los índices de eficiencia. Estas unidades alcanzan habitualmente niveles de eficiencia superiores al 95 %, reduciendo significativamente el consumo energético y los costes operativos. Sus aplicaciones abarcan los sectores de fabricación, automoción, aeroespacial, energía renovable y maquinaria pesada. En las turbinas eólicas, el reductor certificado CE permite una conversión óptima de energía al adaptar las velocidades de rotación de las palas a los requisitos del generador. Las instalaciones manufactureras dependen de estos sistemas para operaciones de transporte por cinta, procesos de mezcla y tareas de posicionamiento preciso. La industria automotriz utiliza la tecnología de reductores certificados CE en los trenes de transmisión de vehículos eléctricos (BEV) y en equipos de fabricación automatizados. Las operaciones de construcción y minería confían en estos sistemas fiables para excavadoras, trituradoras y equipos de manipulación de materiales, donde el rendimiento constante bajo condiciones extremas resulta fundamental.