Versatile Application Adaptability
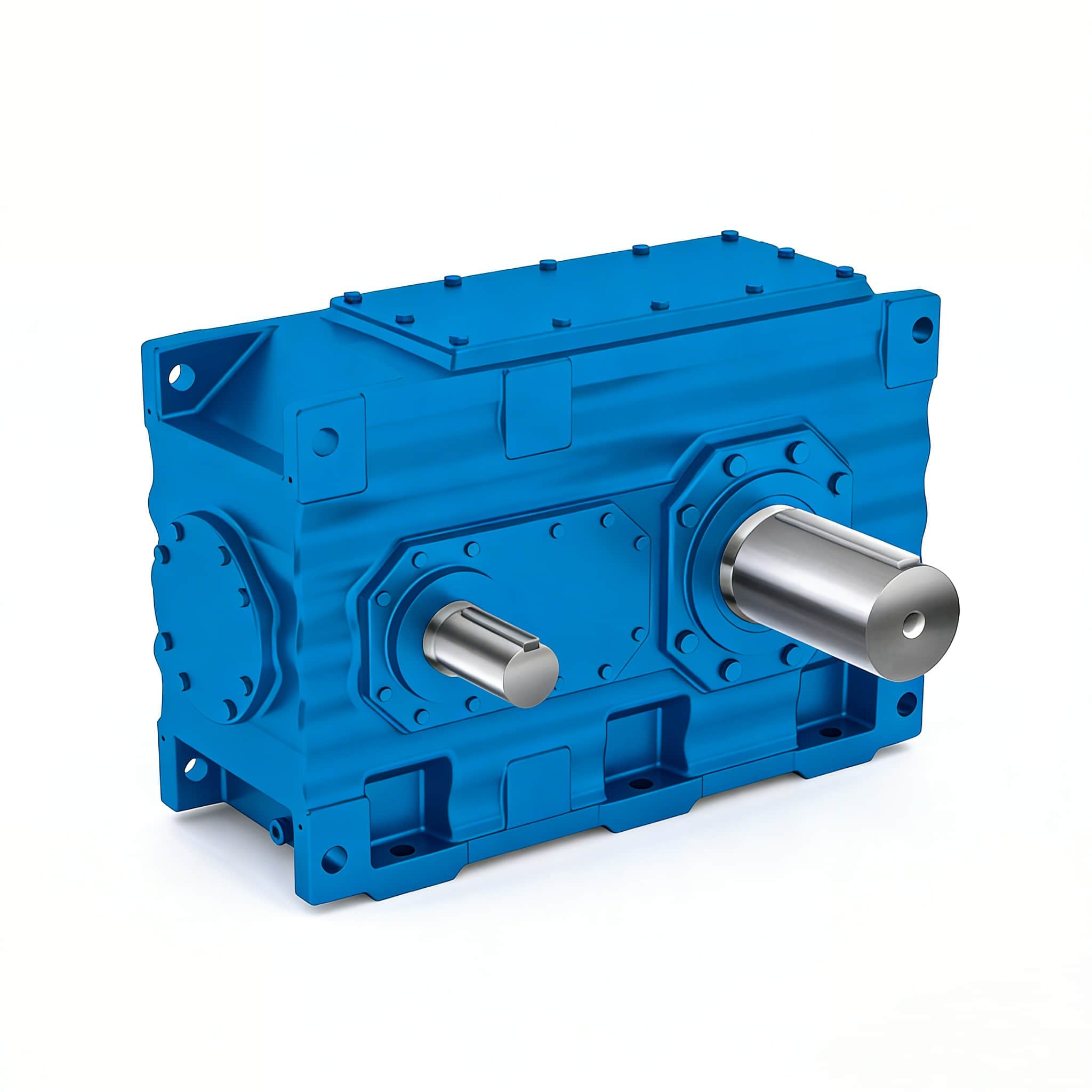
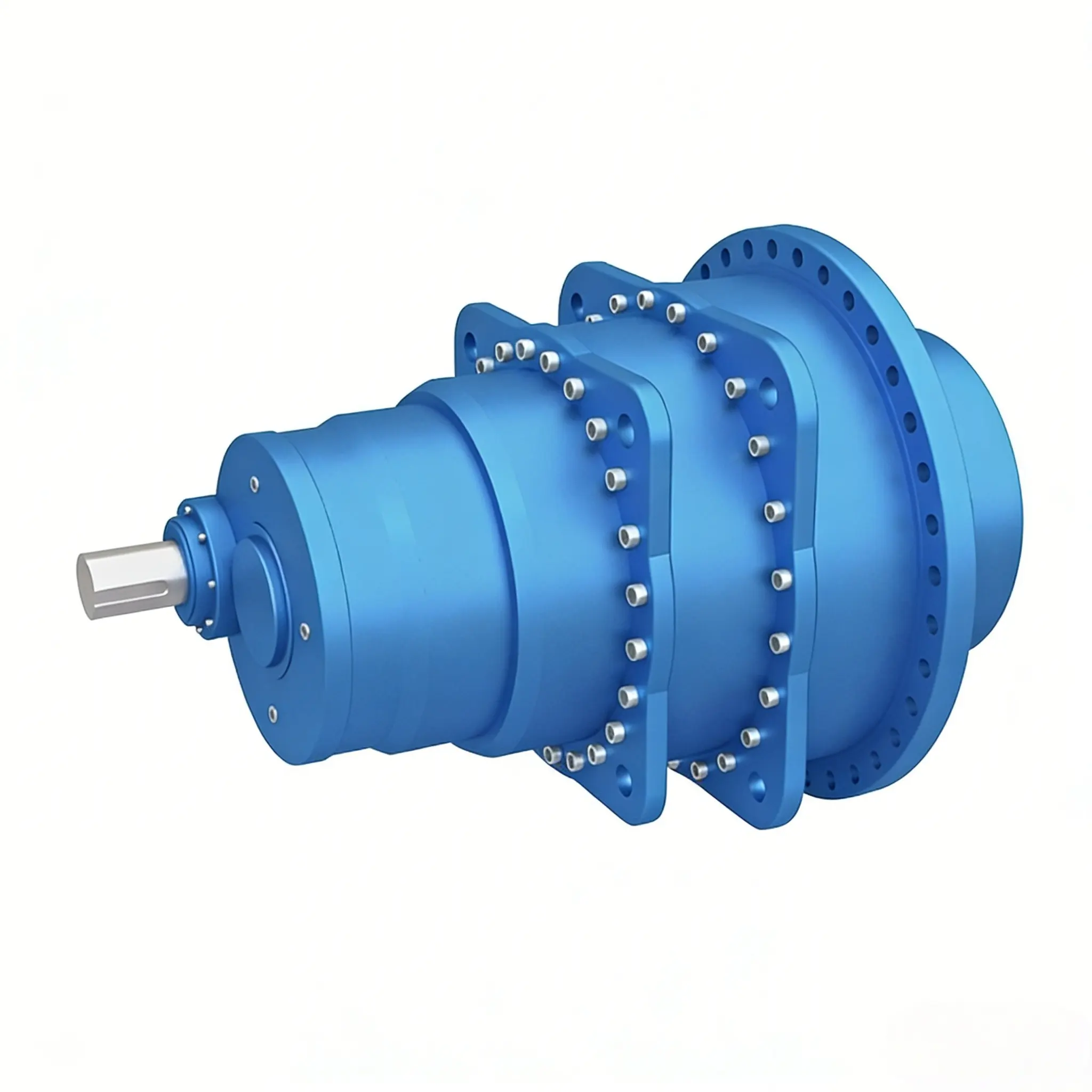
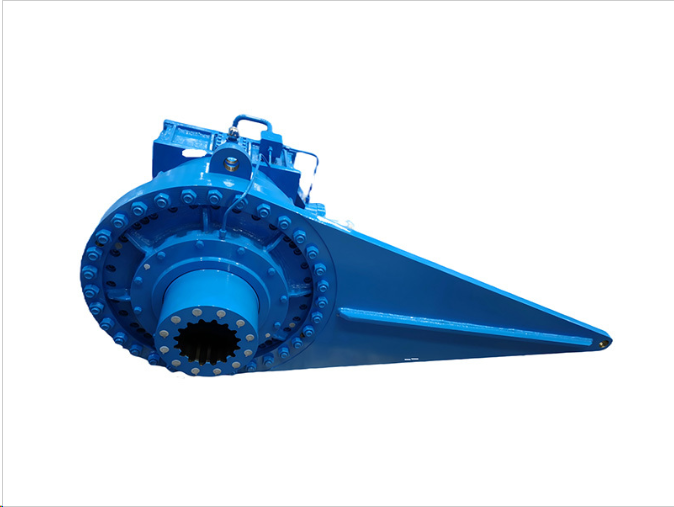
The versatile application adaptability of the shaft-mounted gearbox enables seamless integration across diverse industrial sectors, providing customized solutions for conveyor systems, mixing equipment, material handling machinery, and specialized processing applications through innovative design flexibility and comprehensive configuration options. This adaptability stems from modular engineering principles that allow manufacturers to optimize torque ratings, speed reduction ratios, and mounting configurations to meet specific operational requirements without compromising performance or reliability standards. The comprehensive range of available configurations includes multiple input options accommodating various motor types, output shaft specifications supporting different equipment interfaces, and housing materials selected for specific environmental conditions ranging from food-grade applications to heavy industrial environments. Engineering flexibility within the shaft-mounted gearbox design enables custom modifications for unique applications, including specialized sealing systems for washdown environments, explosion-proof configurations for hazardous locations, and temperature-resistant materials for extreme operating conditions. The modular approach to shaft-mounted gearbox manufacturing allows for rapid customization and delivery of specialized units, supporting both standard industrial applications and complex engineering projects with specific performance requirements. Material handling applications benefit significantly from the adaptability of shaft-mounted gearbox technology, as units can be configured for various load conditions, duty cycles, and environmental exposures commonly encountered in warehouse, distribution, and manufacturing facilities. Food processing industries rely on specialized shaft-mounted gearbox configurations that meet strict sanitary standards, featuring smooth housing surfaces, food-grade lubricants, and enhanced sealing systems that prevent contamination while maintaining easy cleaning procedures. Chemical processing applications utilize shaft-mounted gearbox units with corrosion-resistant materials, enhanced sealing systems, and specialized coatings that withstand exposure to aggressive chemicals and extreme temperatures. Mining and aggregate processing operations depend on heavy-duty shaft-mounted gearbox configurations engineered for continuous operation under extreme loads, abrasive environments, and demanding duty cycles that would challenge conventional gear reduction systems. Water treatment facilities benefit from shaft-mounted gearbox units designed for submersible applications, featuring enhanced sealing technology and corrosion-resistant materials that ensure reliable operation in challenging aquatic environments. The versatile application adaptability of the shaft-mounted gearbox extends to renewable energy systems, where specialized configurations support wind turbine pitch control mechanisms, solar tracking systems, and hydroelectric generation equipment with precise positioning requirements and reliable operation expectations. This comprehensive adaptability makes the shaft-mounted gearbox an ideal solution for engineers seeking reliable, efficient power transmission systems that can be tailored to meet specific application requirements while delivering consistent performance and operational value.