food grade gearbox
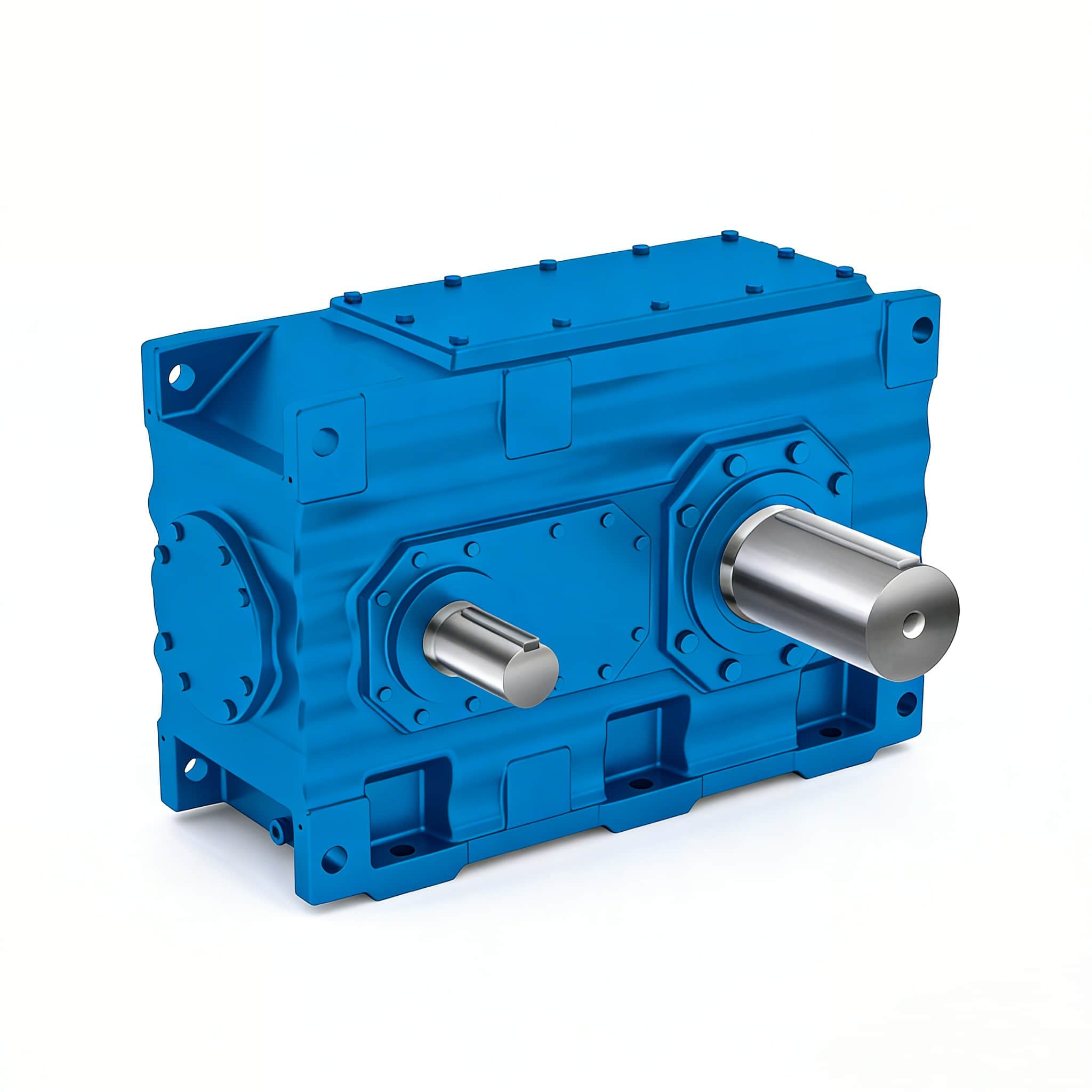
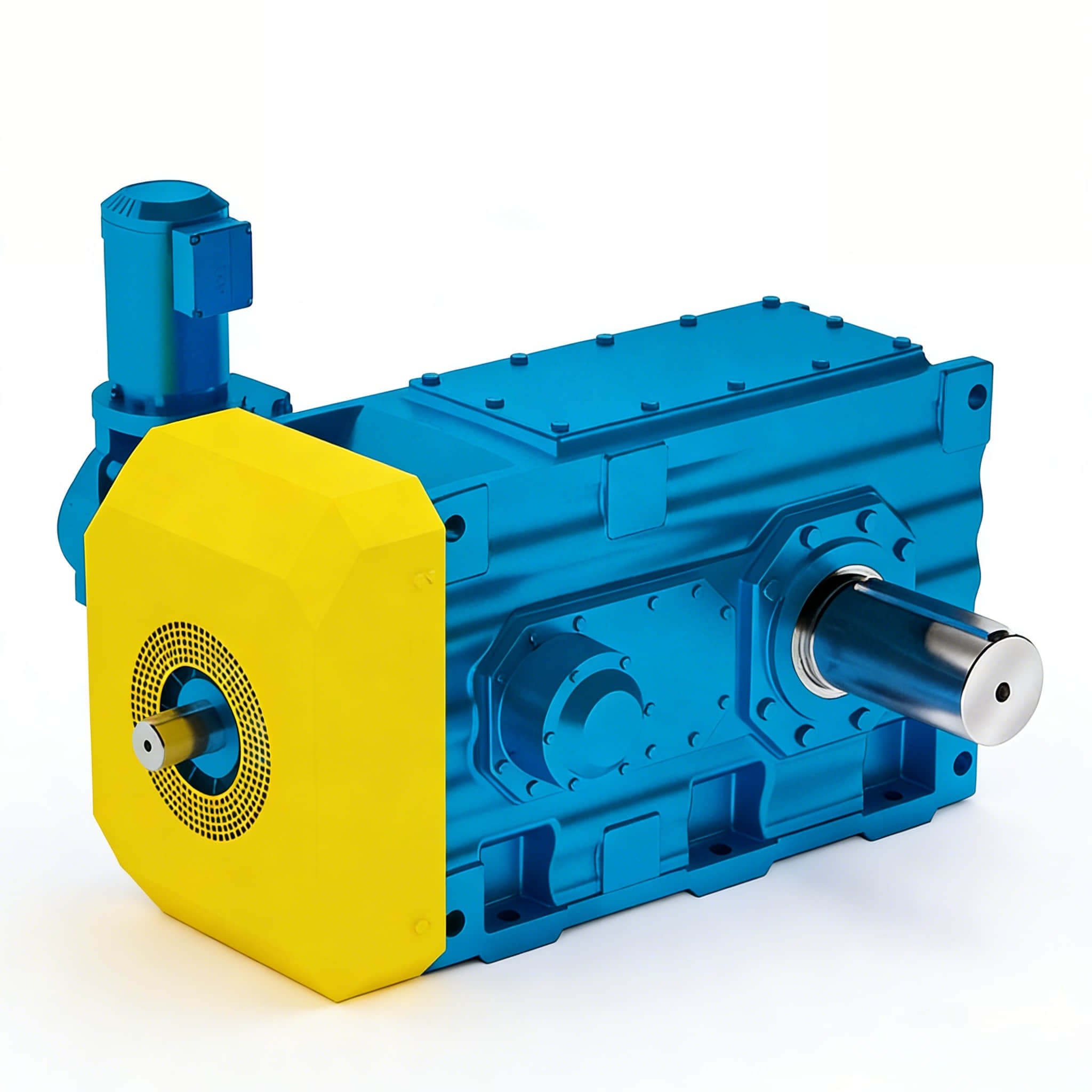
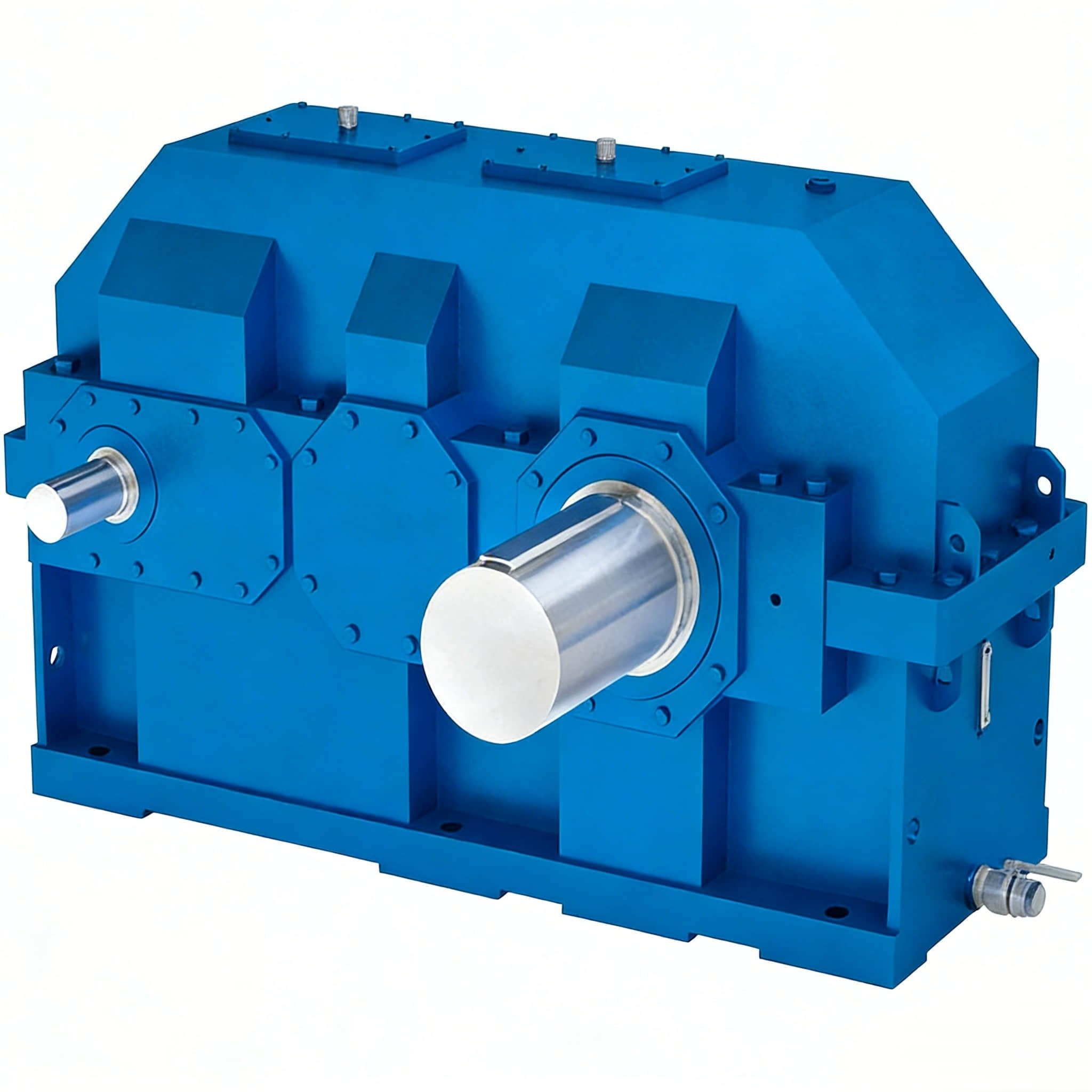
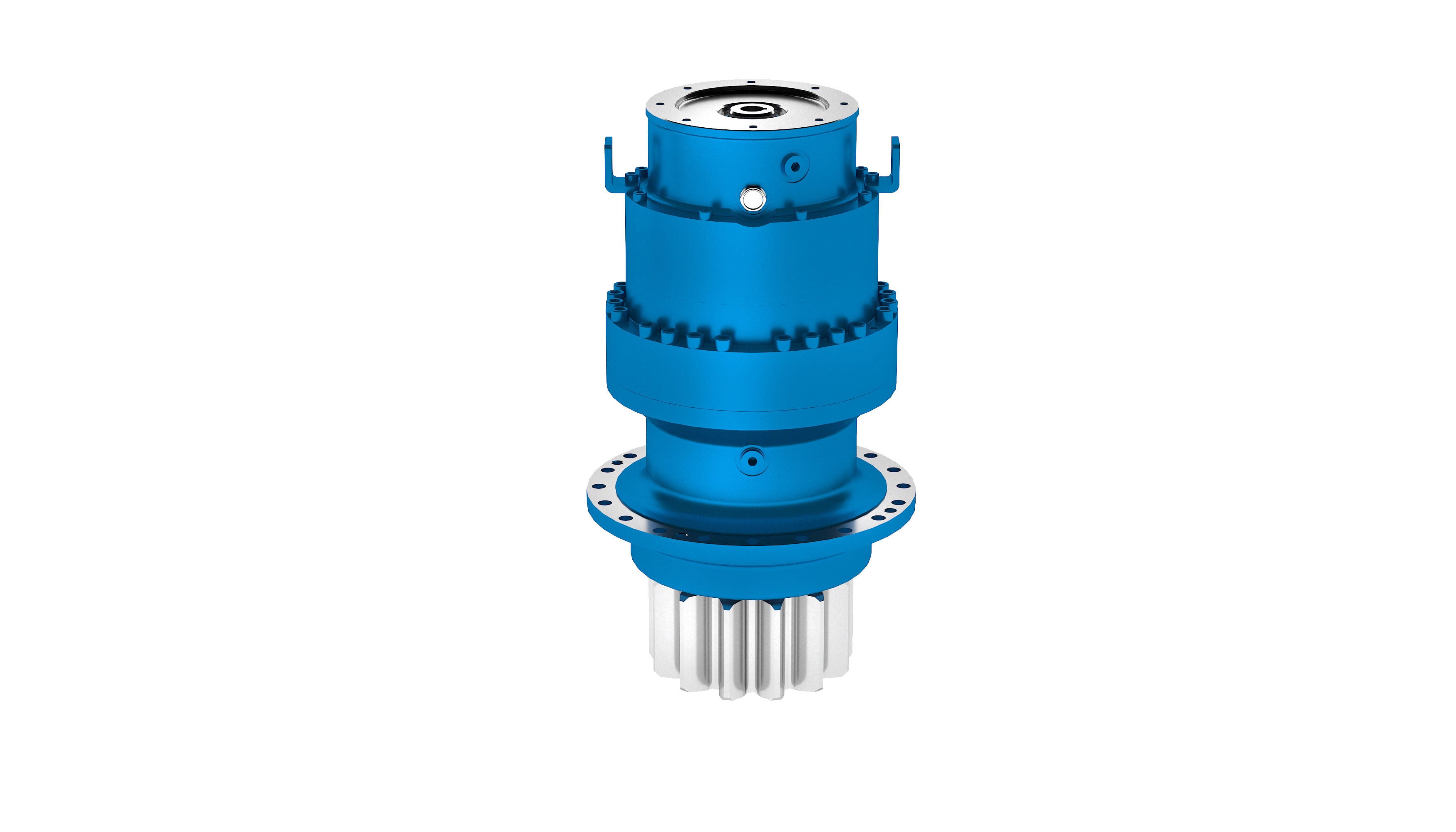
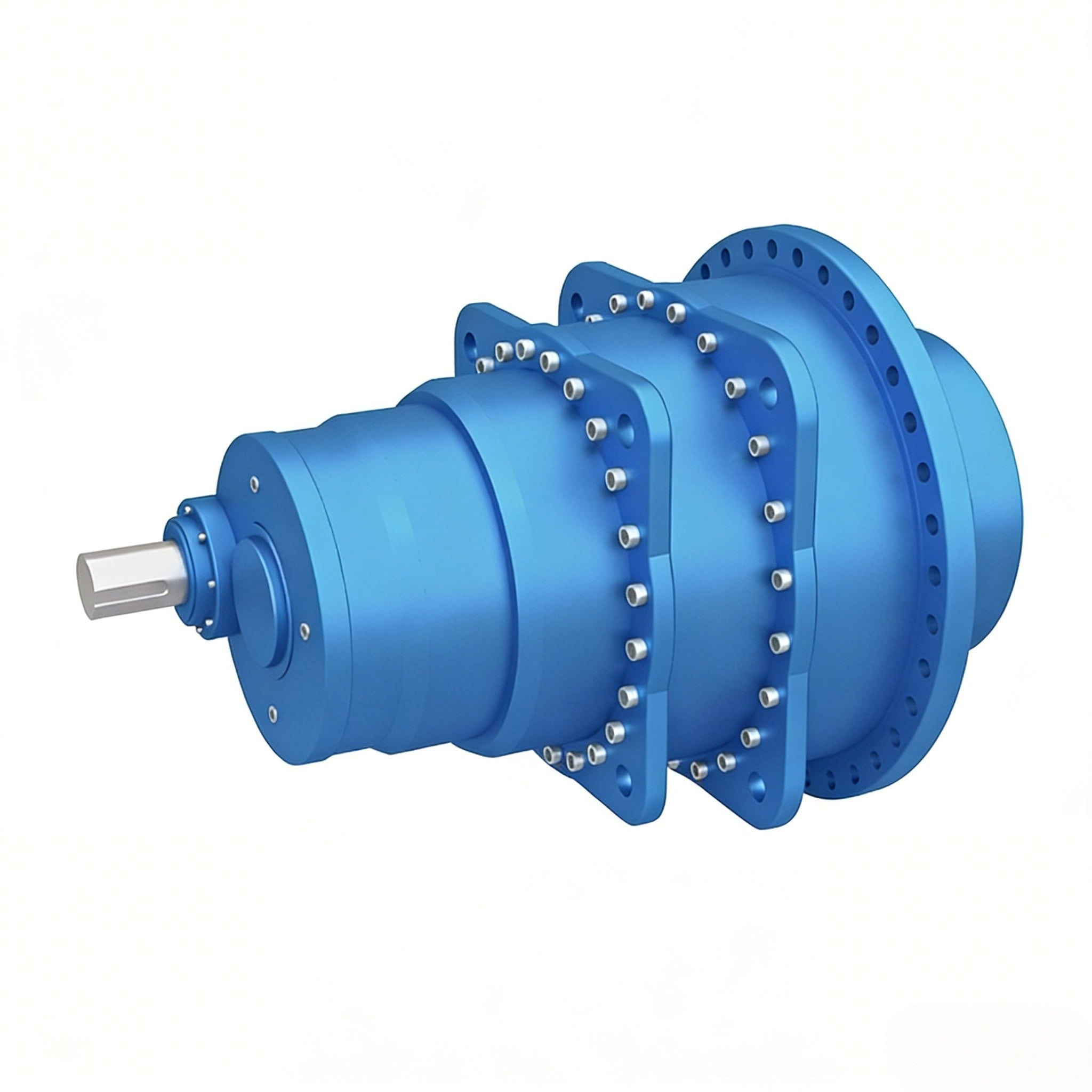
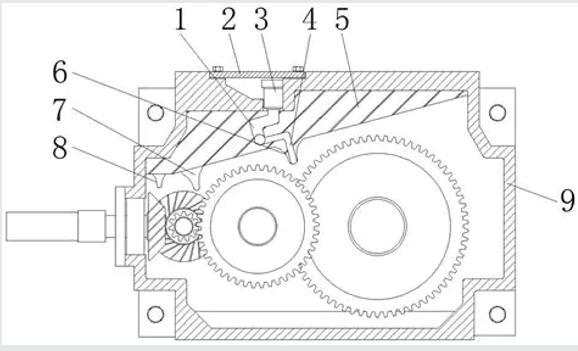
A food grade gearbox represents a specialized mechanical transmission system designed specifically for use in food processing and manufacturing environments. This critical component serves as the driving force behind countless food production operations, ensuring smooth power transmission while maintaining the highest standards of hygiene and safety required in the food industry. The primary function of a food grade gearbox involves reducing motor speed while increasing torque output, enabling precise control over various food processing equipment such as mixers, conveyors, pumps, and packaging machinery. These gearboxes are engineered to withstand the demanding conditions of food production facilities, including frequent washdowns, temperature fluctuations, and exposure to cleaning chemicals. The technological features of food grade gearboxes distinguish them from standard industrial gearboxes through their specialized construction materials and design elements. They typically incorporate stainless steel housings, food-safe lubricants, and sealed bearing systems that prevent contamination while ensuring reliable operation. Advanced sealing technologies protect internal components from moisture and cleaning agents, while corrosion-resistant materials guarantee longevity even in harsh processing environments. Modern food grade gearboxes often feature smooth surface finishes that eliminate crevices where bacteria could potentially harbor, supporting comprehensive sanitation protocols. The applications for food grade gearboxes span across numerous sectors within the food industry, including dairy processing, meat and poultry handling, beverage production, bakery operations, and confectionery manufacturing. These versatile transmission systems power essential equipment in production lines, from ingredient preparation and mixing to final packaging and distribution. Their precision engineering enables consistent product quality while supporting the rigorous safety standards demanded by food safety regulations and consumer expectations for clean, safe food products.