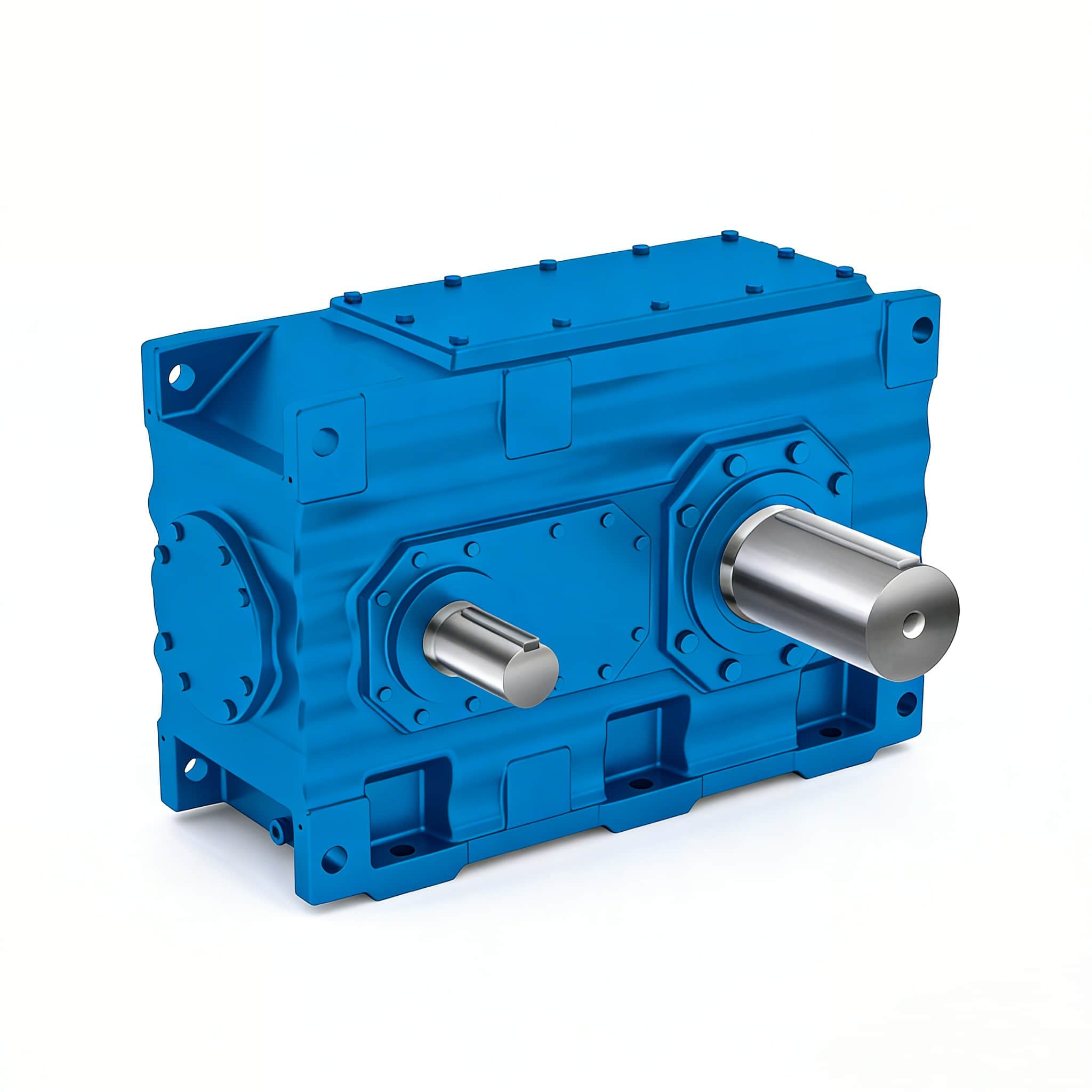
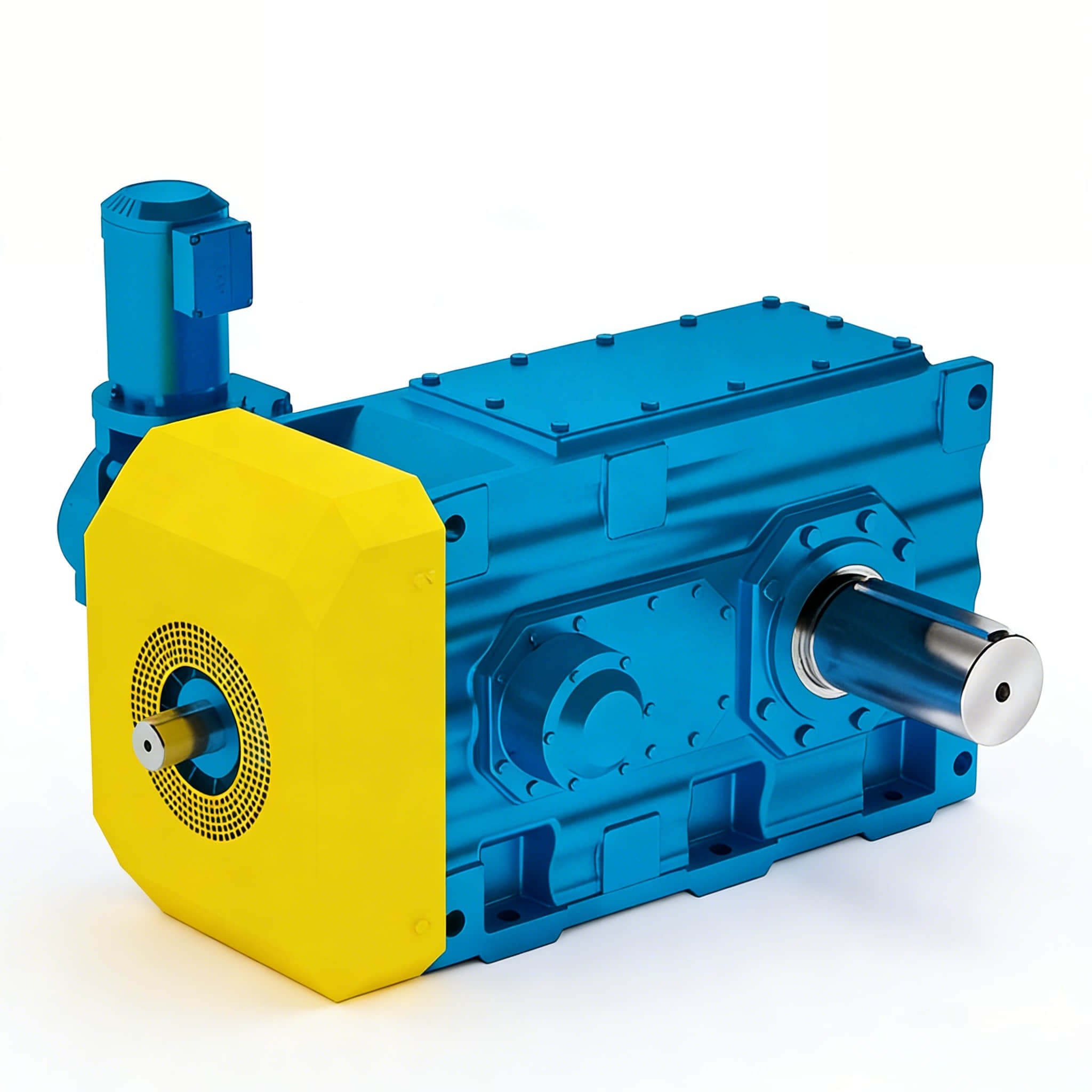
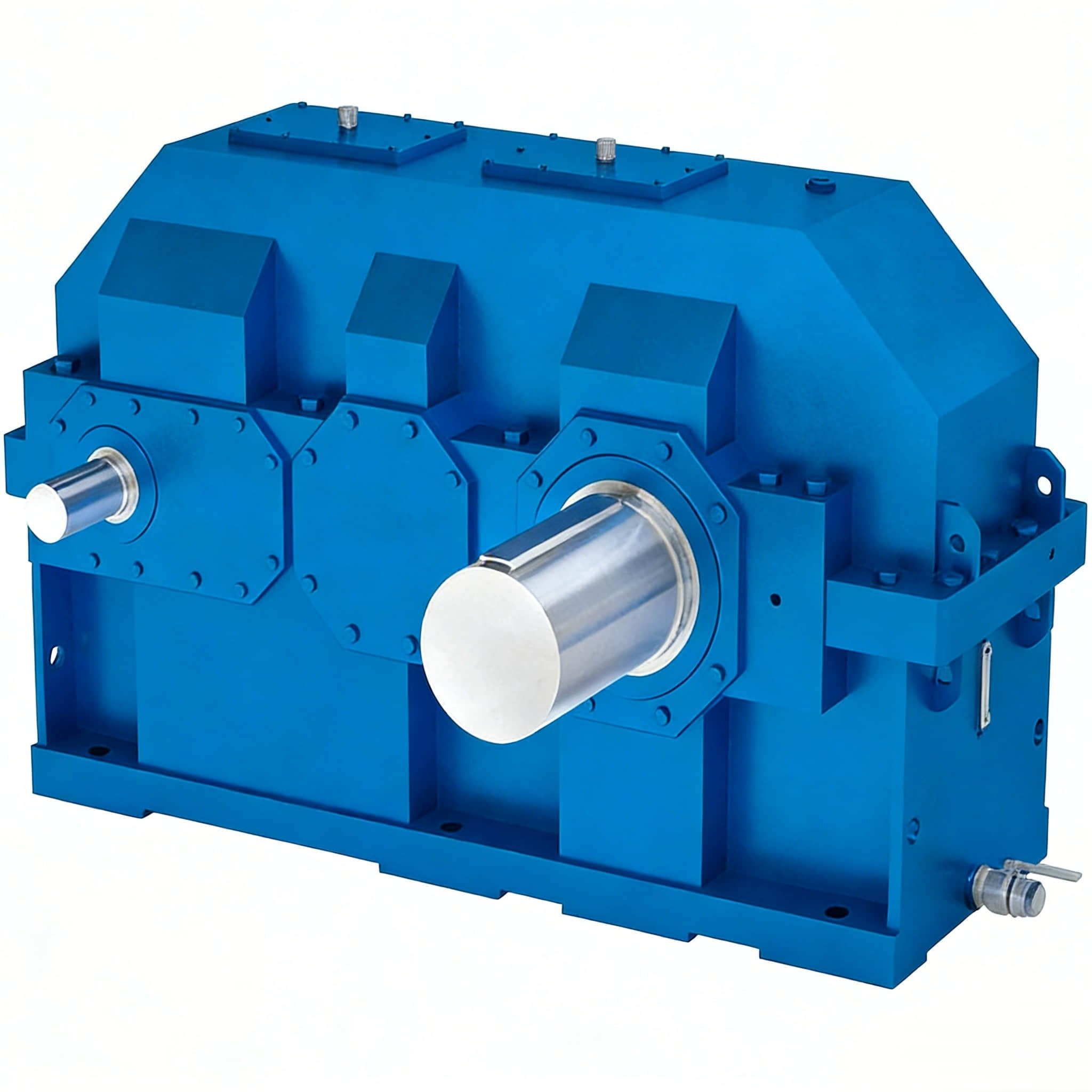
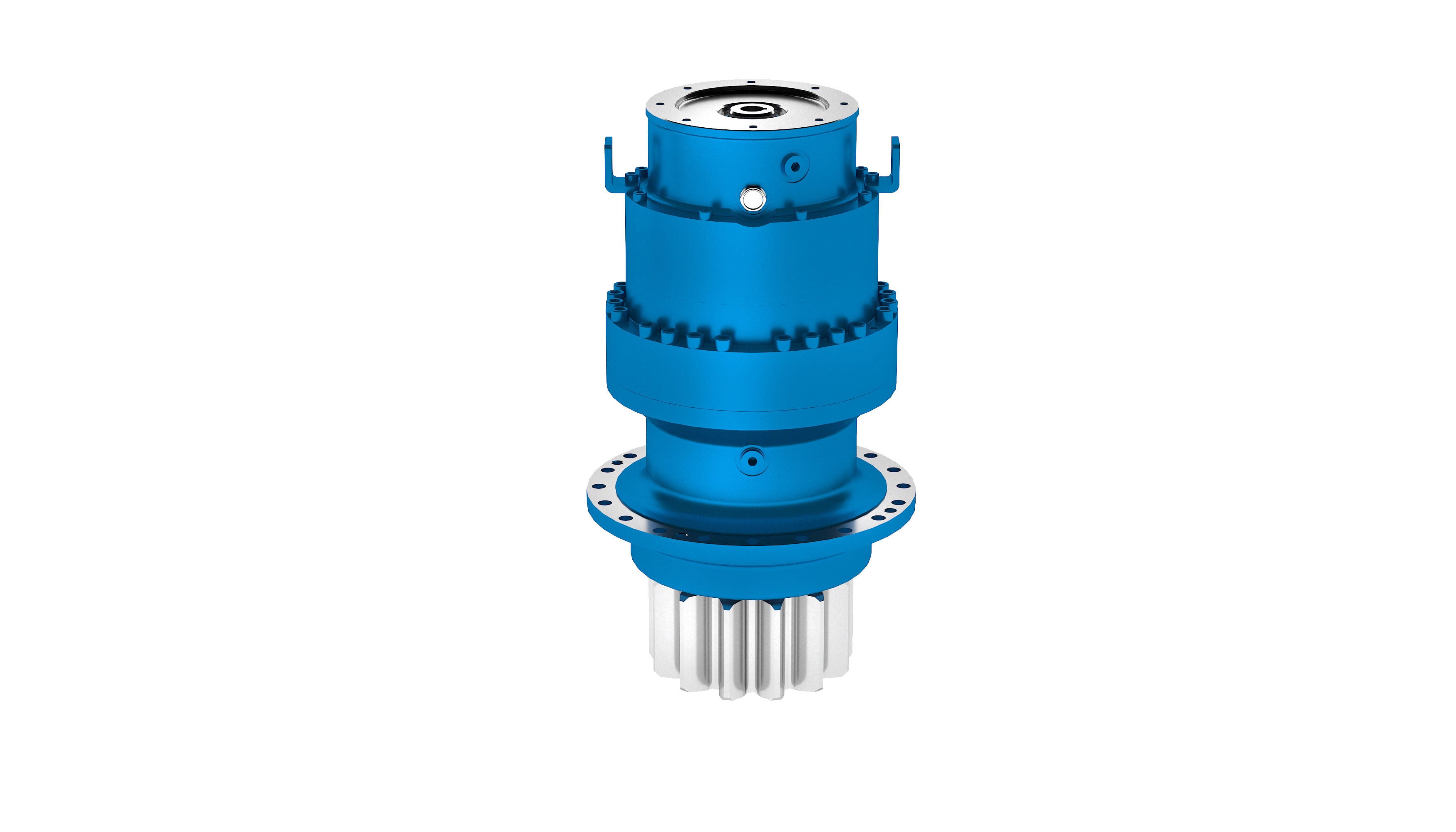
caja de cambios para uso alimentario
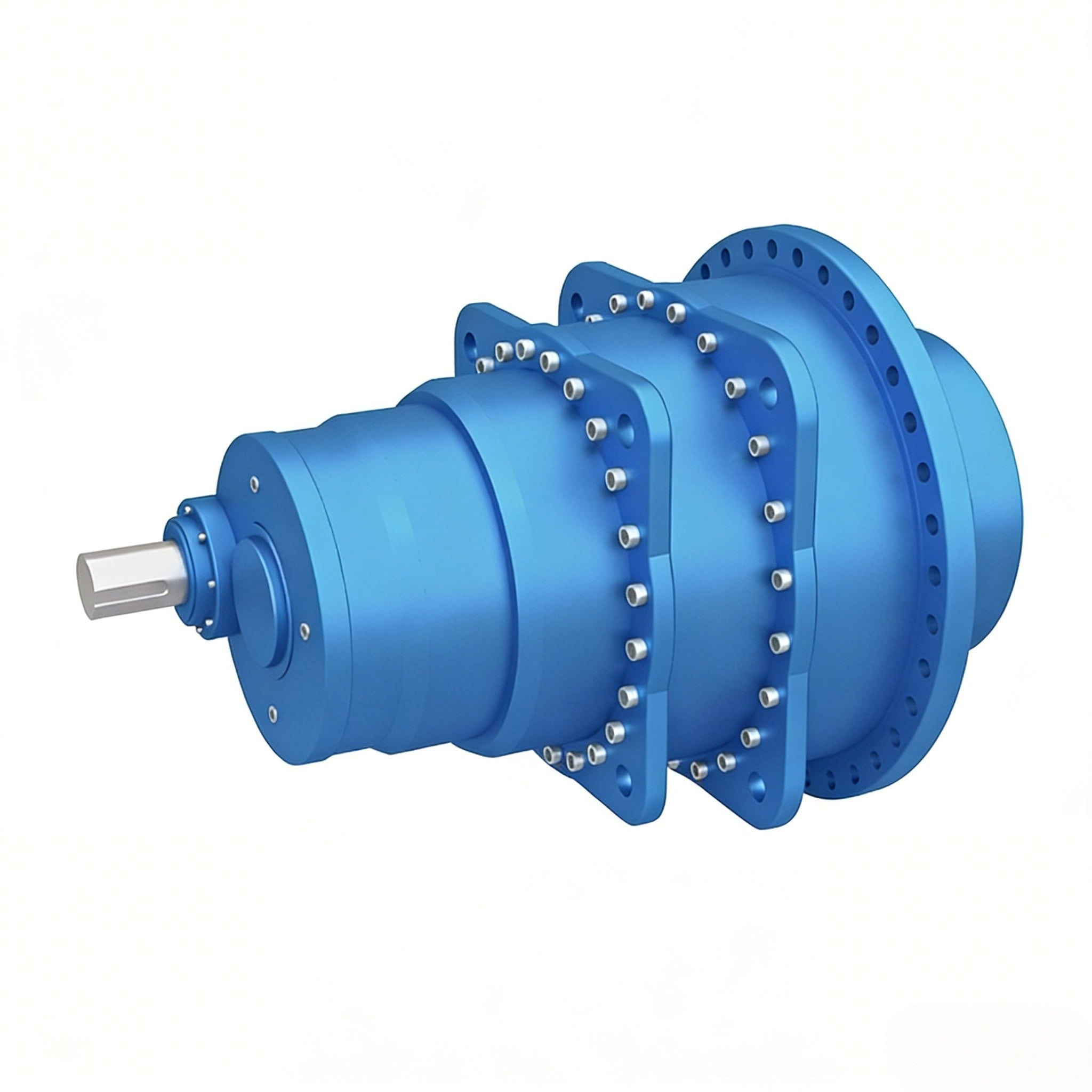
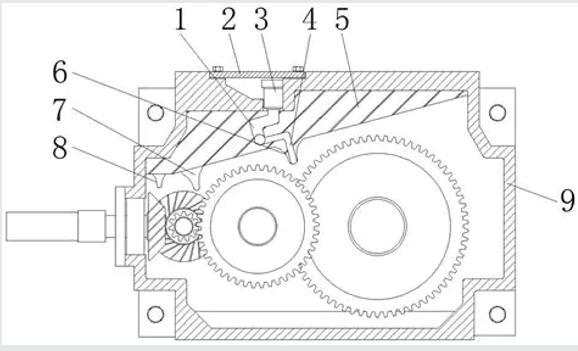
Un reductor de grado alimentario representa un sistema especializado de transmisión mecánica diseñado específicamente para su uso en entornos de procesamiento y fabricación de alimentos. Este componente crítico actúa como la fuerza motriz detrás de innumerables operaciones de producción alimentaria, garantizando una transmisión de potencia fluida al tiempo que mantiene los más altos estándares de higiene y seguridad exigidos por la industria alimentaria. La función principal de un reductor de grado alimentario consiste en reducir la velocidad del motor mientras incrementa el par de salida, lo que permite un control preciso de diversos equipos de procesamiento de alimentos, como mezcladores, transportadores, bombas y maquinaria de embalaje. Estos reductores están diseñados para soportar las exigentes condiciones de las instalaciones de producción alimentaria, incluidos los lavados frecuentes, las fluctuaciones de temperatura y la exposición a productos químicos de limpieza. Las características tecnológicas de los reductores de grado alimentario los distinguen de los reductores industriales convencionales gracias a sus materiales de construcción especializados y sus elementos de diseño específicos. Por lo general, incorporan carcasas de acero inoxidable, lubricantes aptos para uso alimentario y sistemas de rodamientos sellados que evitan la contaminación y garantizan un funcionamiento fiable. Tecnologías avanzadas de sellado protegen los componentes internos frente a la humedad y los agentes de limpieza, mientras que los materiales resistentes a la corrosión aseguran una larga vida útil incluso en entornos de procesamiento agresivos. Los reductores de grado alimentario modernos suelen presentar acabados superficiales lisos que eliminan grietas o intersticios donde las bacterias podrían proliferar, apoyando así protocolos integrales de saneamiento. Las aplicaciones de los reductores de grado alimentario abarcan numerosos sectores dentro de la industria alimentaria, entre ellos el procesamiento lácteo, el manejo de carnes y aves, la producción de bebidas, las operaciones de panadería y la fabricación de confitería. Estos versátiles sistemas de transmisión impulsan equipos esenciales en las líneas de producción, desde la preparación y mezcla de ingredientes hasta el embalaje final y la distribución. Su ingeniería de precisión permite una calidad constante del producto, al tiempo que respalda los rigurosos estándares de seguridad exigidos por la normativa de seguridad alimentaria y las expectativas de los consumidores respecto a productos alimentarios limpios y seguros.