Versatile Industrial Applications and Mounting Flexibility
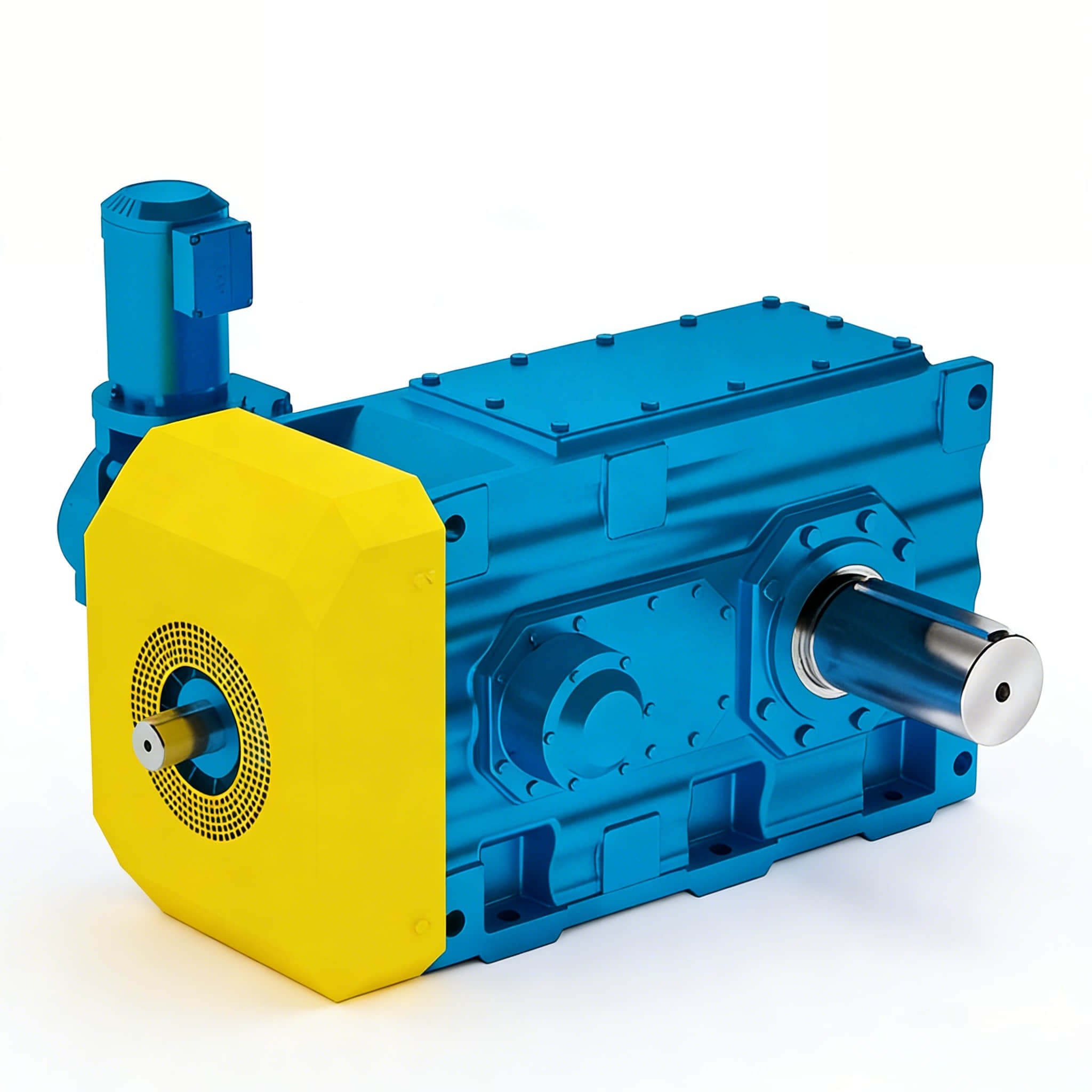
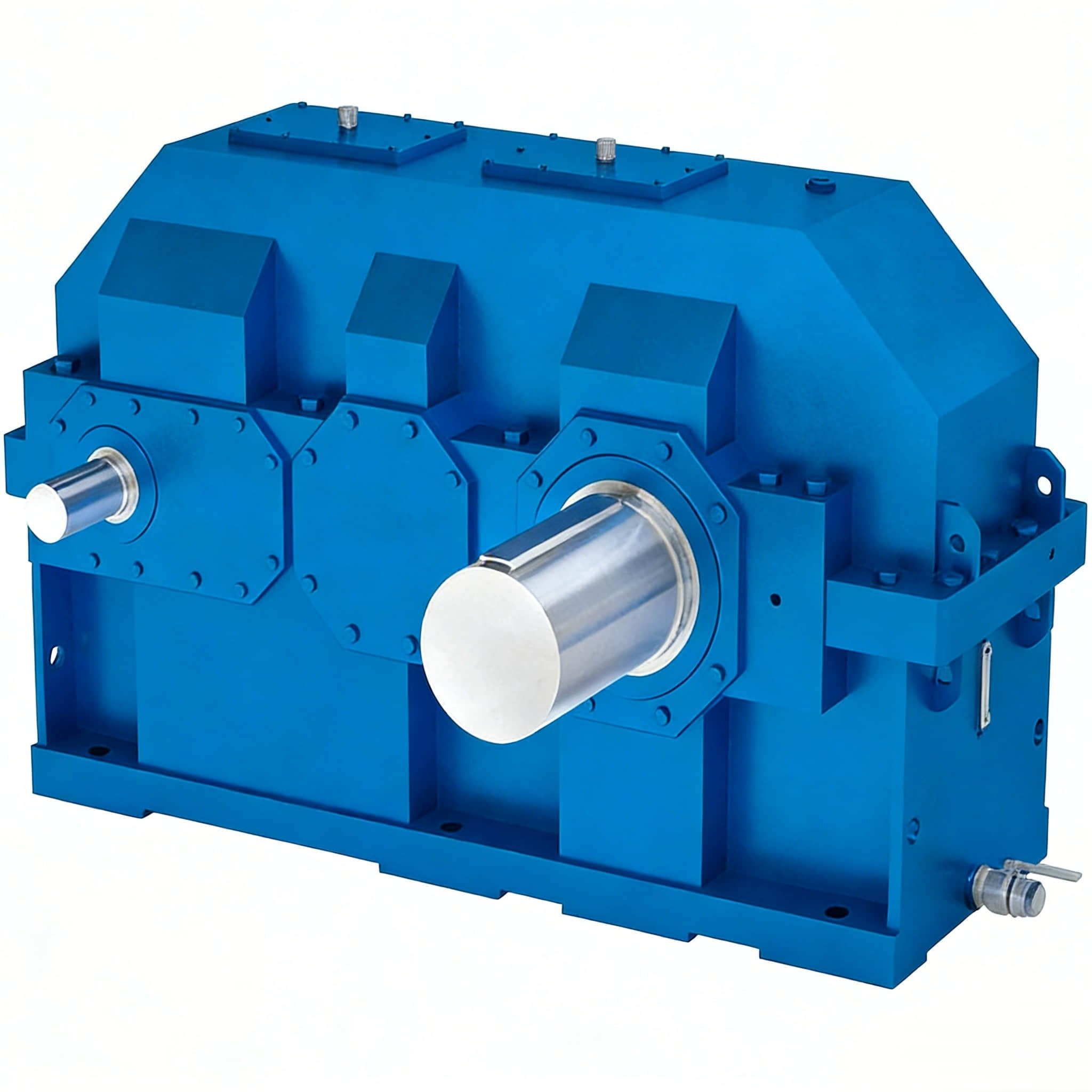
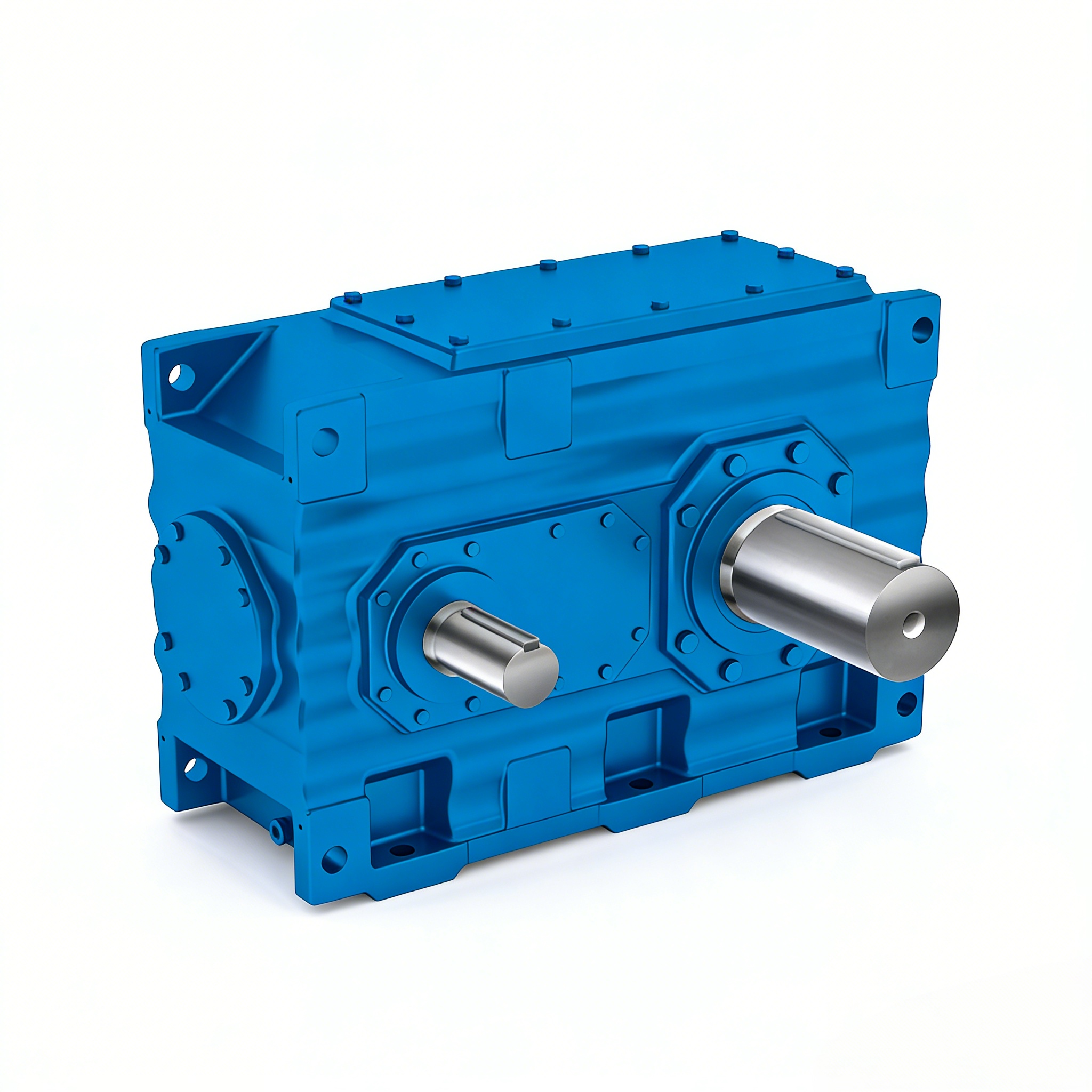
The remarkable versatility of the helical gear reducer makes it an indispensable component across countless industrial applications, from precision manufacturing automation to heavy-duty material handling systems, demonstrating exceptional adaptability to diverse operational requirements and environmental conditions. This versatility stems from the inherent design characteristics that allow helical gear reducer units to operate effectively across wide speed ranges, varying load conditions, and different mounting orientations without compromising performance or reliability. Manufacturing facilities worldwide rely on helical gear reducer technology to power conveyor systems that must maintain precise speed control while handling varying product loads throughout continuous production cycles. The consistent torque output and smooth operation of helical gear reducers ensure uniform product handling and prevent damage to sensitive materials during transport and processing operations. In packaging automation, helical gear reducer precision enables accurate positioning and timing control essential for high-speed packaging lines where product quality and throughput efficiency directly impact profitability. Heavy industrial applications showcase the robust capabilities of helical gear reducer systems in mining operations, where equipment must operate continuously under extreme conditions while handling massive material loads. The durability and reliability characteristics of helical gear reducers make them ideal for crusher drives, conveyor systems, and material transport equipment where equipment failure could result in significant operational disruptions and safety concerns. Construction and infrastructure projects utilize helical gear reducer technology in concrete mixers, crane drives, and earth-moving equipment where precise control and reliable power transmission are essential for project success and worker safety. Mounting flexibility represents a crucial advantage that allows helical gear reducer units to be integrated into virtually any drive system configuration, whether horizontal, vertical, or angled installations. This flexibility enables engineers to optimize equipment layouts for maximum efficiency while accommodating space constraints and maintenance access requirements. Modular design concepts allow helical gear reducer units to be combined with various motor types, including AC induction motors, servo motors, and variable frequency drive systems, creating customized drive solutions tailored to specific application requirements and performance objectives.