conveyor motor
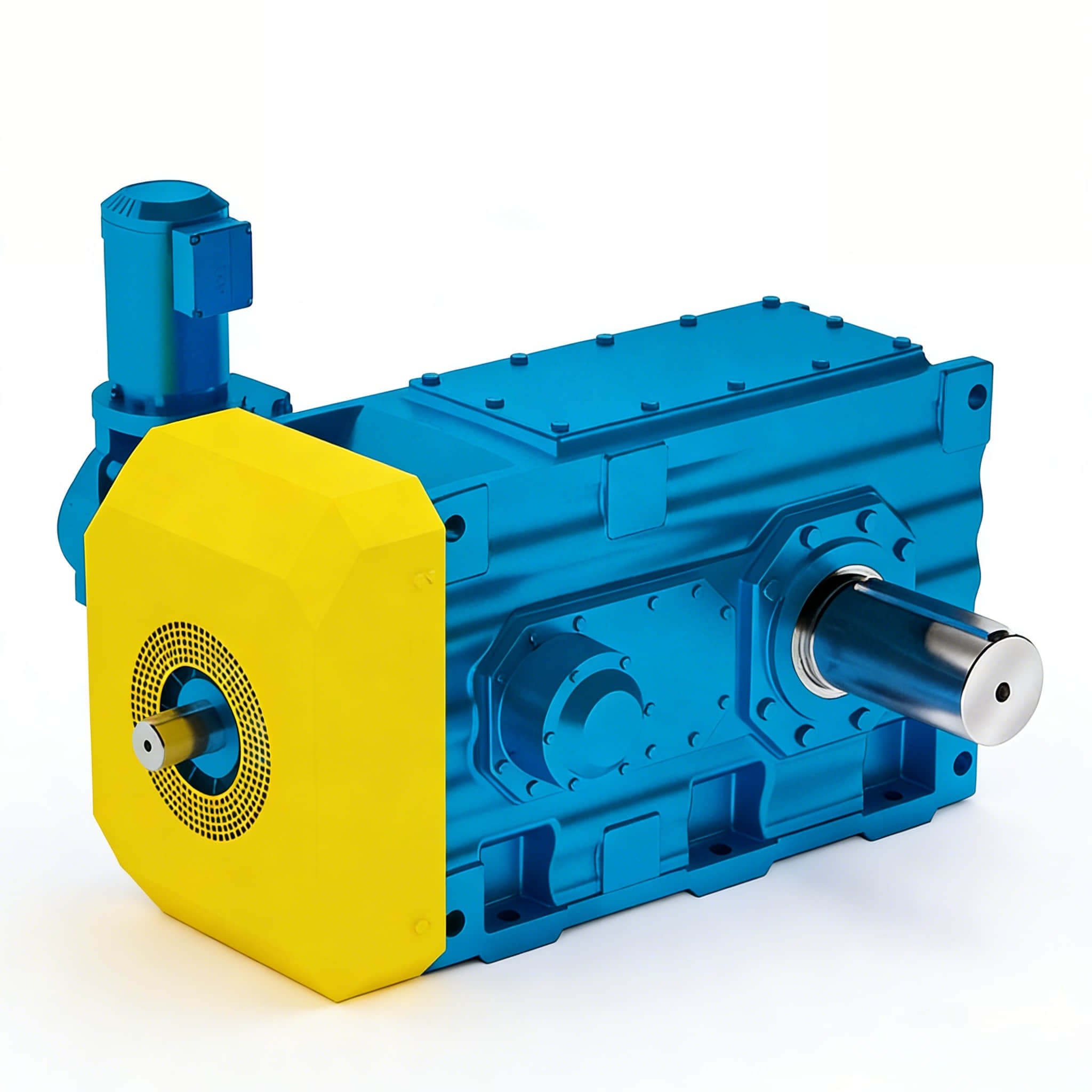
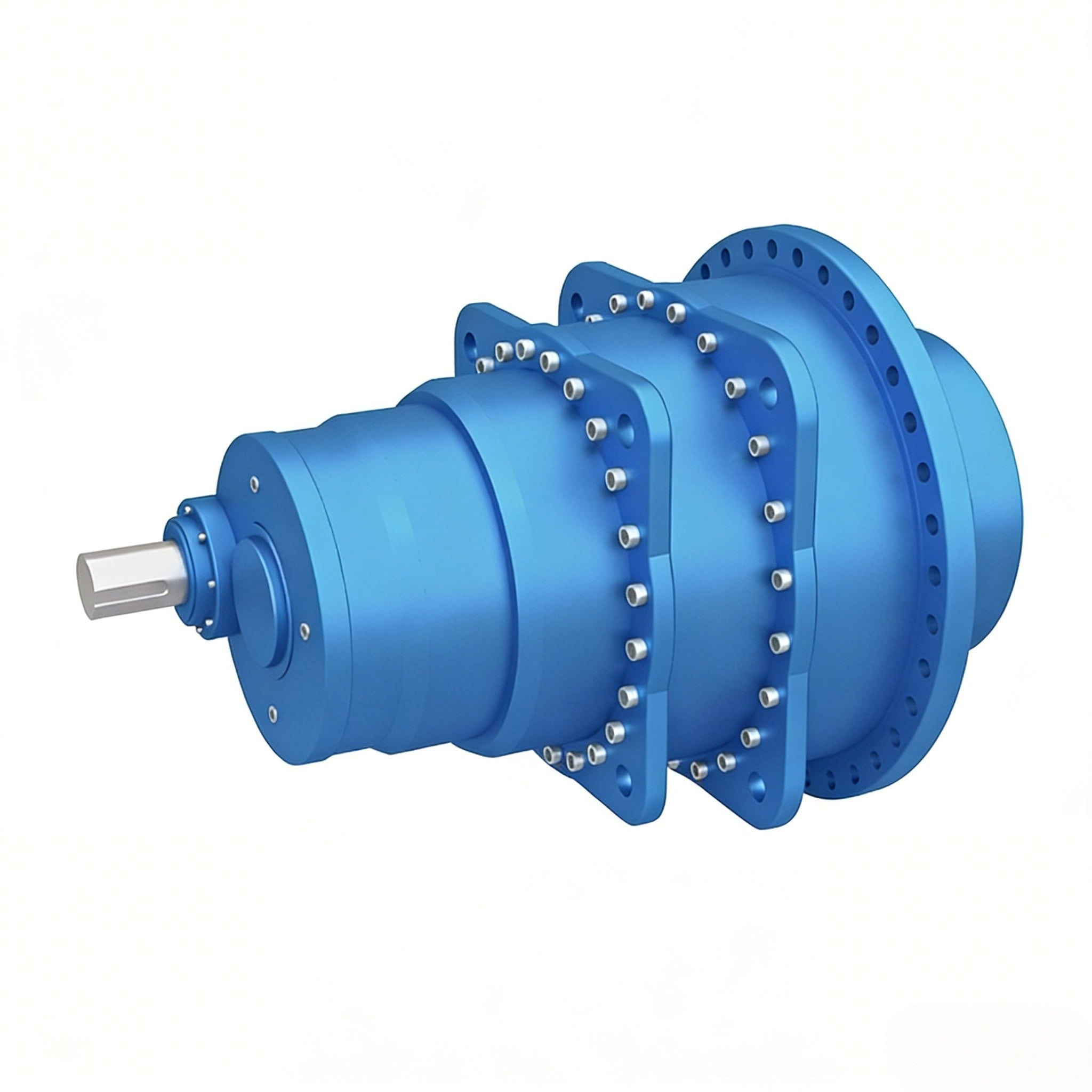
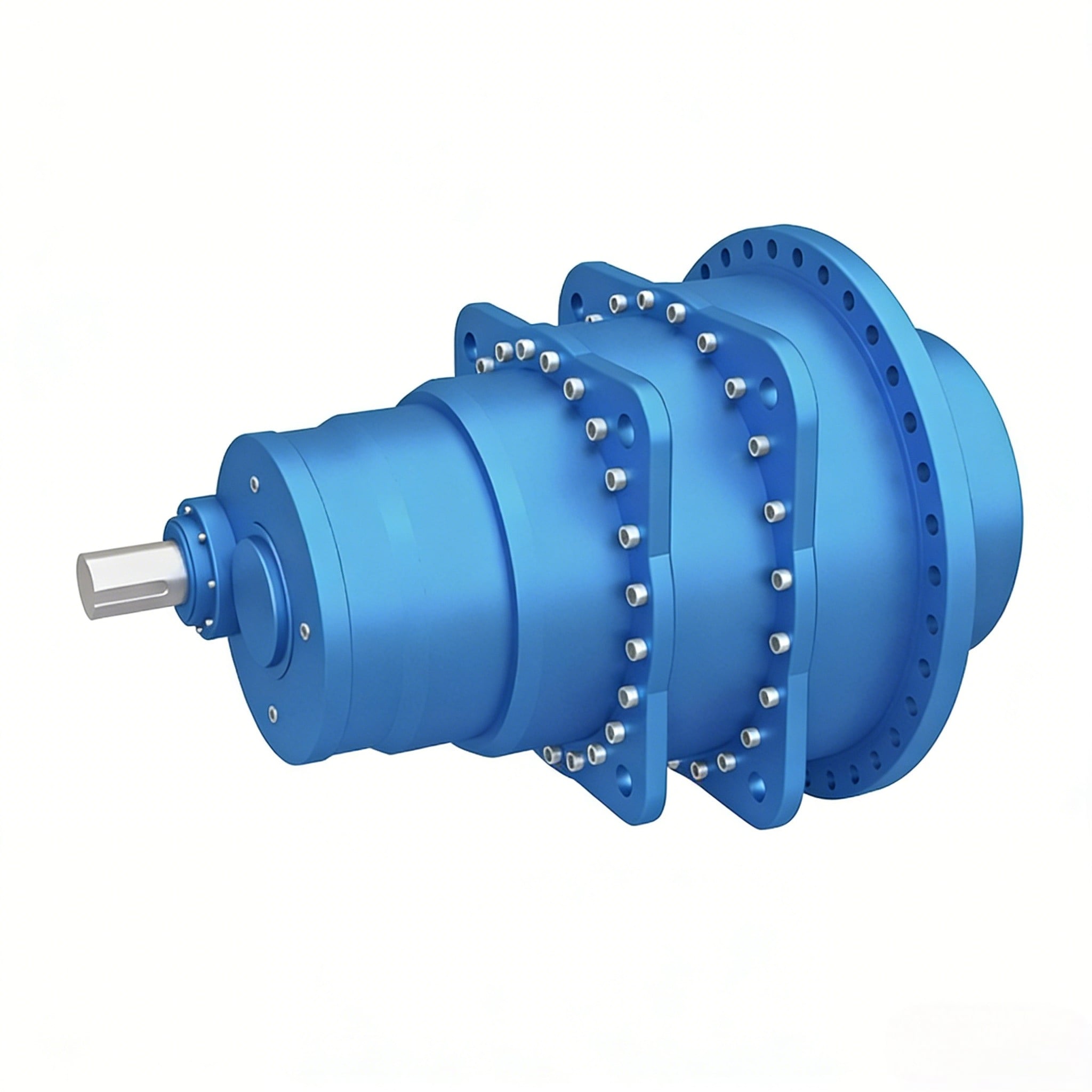
A conveyor motor serves as the essential driving force behind conveyor belt systems, transforming electrical energy into mechanical motion to facilitate the smooth transportation of materials across various industrial environments. These specialized motors are engineered to deliver consistent, reliable power that keeps production lines operating efficiently around the clock. The conveyor motor stands as a cornerstone component in automated material handling systems, enabling businesses to streamline their operations while reducing manual labor requirements. Modern conveyor motor designs incorporate advanced technology features that enhance performance and longevity. Variable speed control capabilities allow operators to adjust belt speeds according to specific material requirements, ensuring optimal handling of different products. The motor housing typically features robust construction materials that resist environmental factors such as dust, moisture, and temperature fluctuations. Thermal protection systems prevent overheating during extended operation periods, while built-in sensors monitor performance metrics to detect potential issues before they escalate into costly breakdowns. Energy efficiency represents another crucial technological aspect of contemporary conveyor motor systems. These motors utilize high-efficiency windings and optimized magnetic circuits to minimize power consumption while maximizing output torque. Smart control interfaces enable seamless integration with existing automation systems, providing real-time monitoring and diagnostic capabilities that enhance operational visibility. The applications for conveyor motor technology span numerous industries including manufacturing, food processing, packaging, mining, automotive, pharmaceutical, and logistics. In manufacturing facilities, these motors power assembly lines that move components between workstations, enabling mass production capabilities. Food processing plants rely on conveyor motors to transport raw materials and finished products through various stages of production while maintaining strict hygiene standards. Mining operations utilize heavy-duty conveyor motor systems to move bulk materials over long distances, often in challenging environmental conditions. Warehouse and distribution centers depend on conveyor motors to sort, route, and transport packages efficiently, supporting e-commerce and retail supply chains.