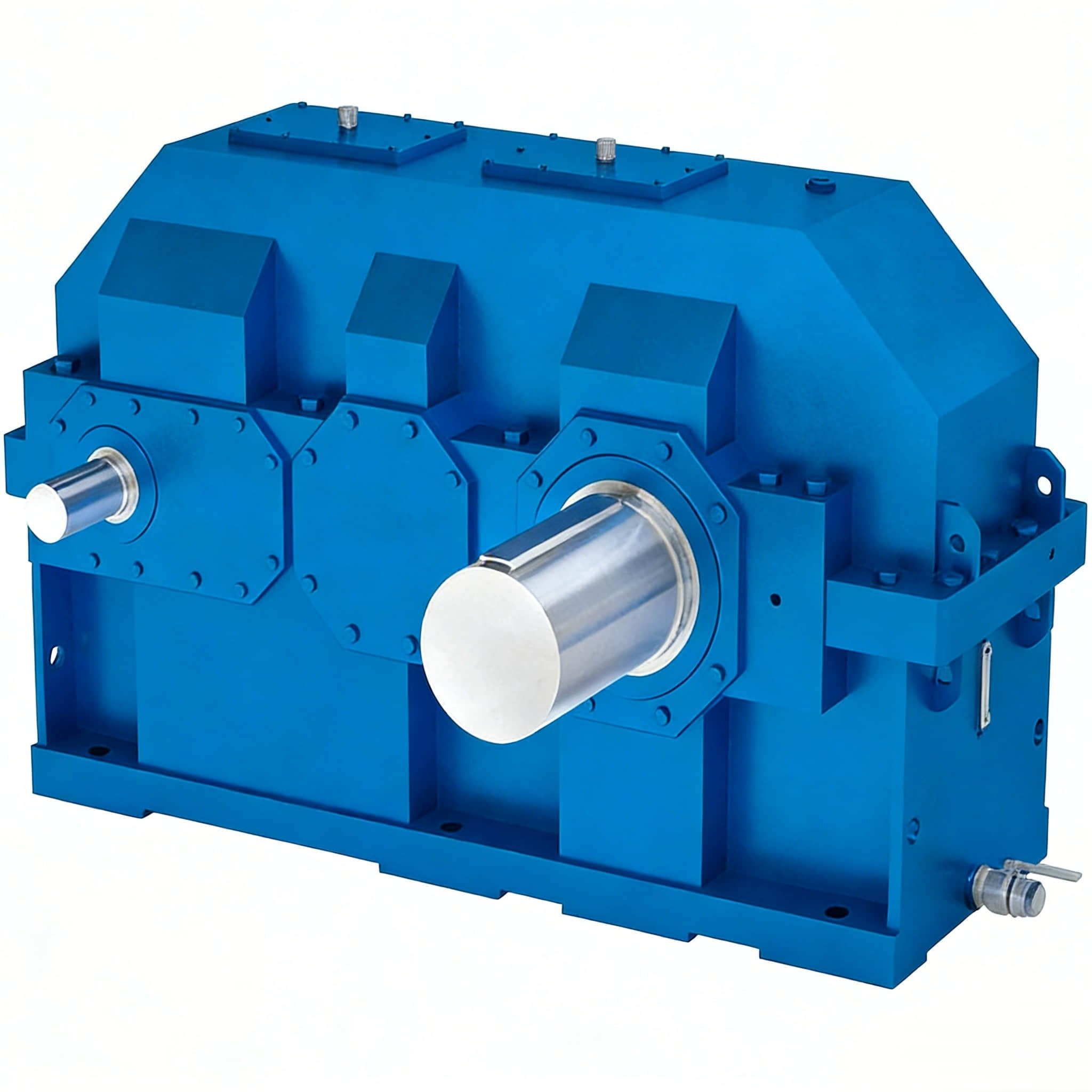
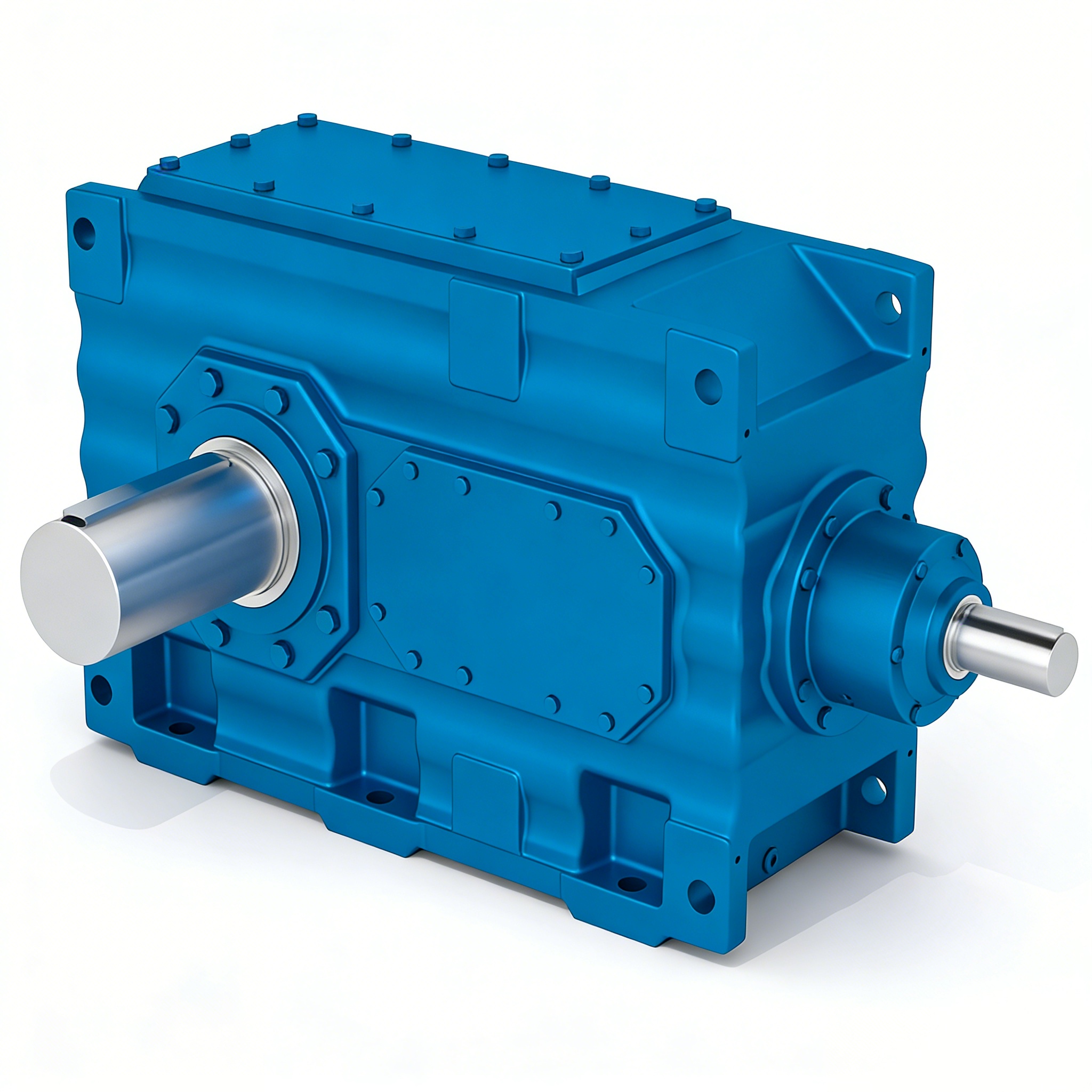
conveyor belt gearbox
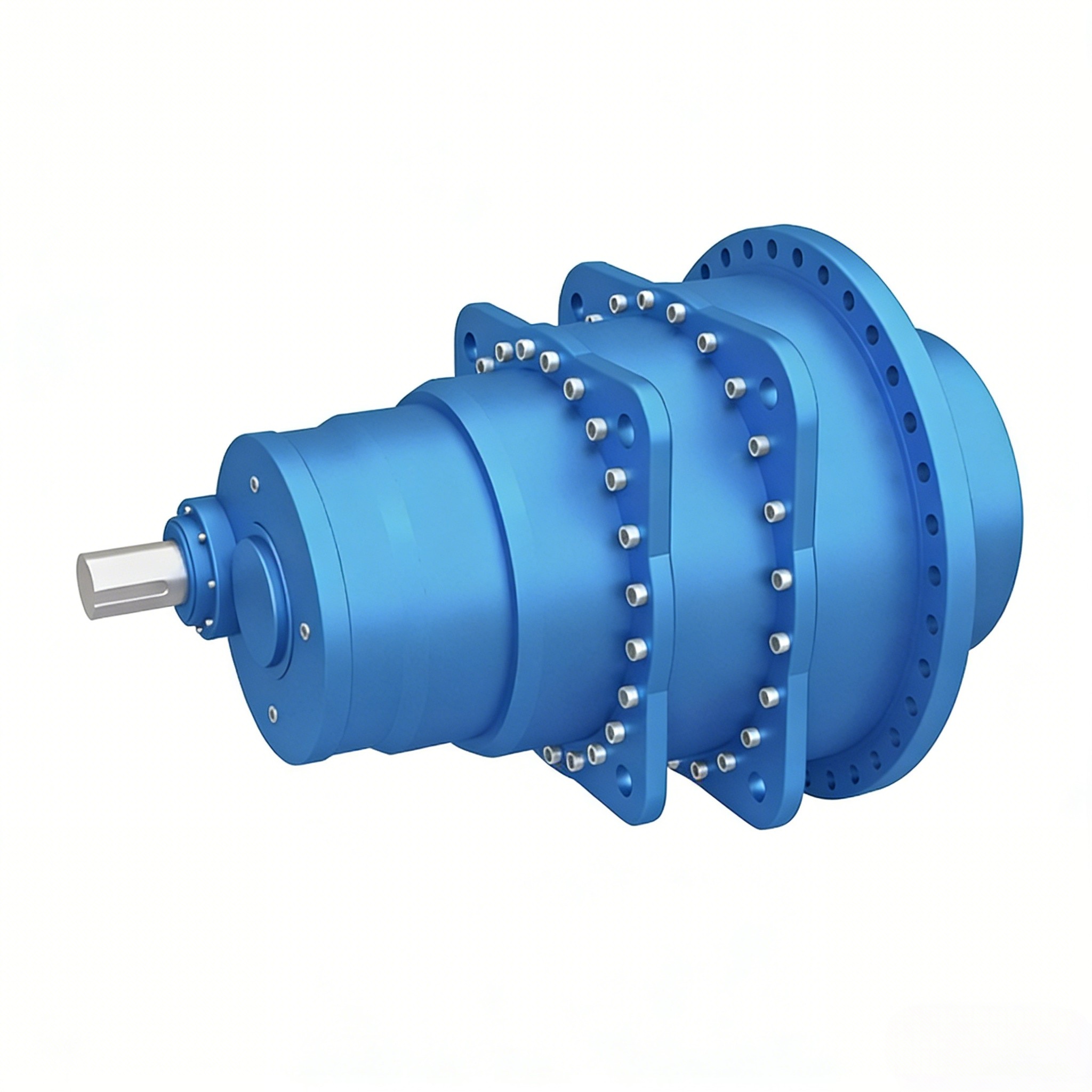
A conveyor belt gearbox serves as the mechanical heart of material handling systems, providing the essential power transmission needed to move products efficiently across industrial facilities. This robust mechanical component transforms high-speed motor output into the optimal torque and speed combinations required for conveyor belt operations. The conveyor belt gearbox acts as an intermediary between electric motors and conveyor systems, ensuring smooth material transportation while maintaining precise control over belt speed and load capacity. Modern conveyor belt gearbox designs incorporate advanced engineering principles to deliver reliable performance in demanding industrial environments. These units feature precision-machined gear trains that reduce motor speed while amplifying torque output, enabling conveyor systems to handle heavy loads with consistent reliability. The technological sophistication of today's conveyor belt gearbox includes sealed housing construction that protects internal components from dust, moisture, and contaminants commonly found in industrial settings. Advanced lubrication systems within the conveyor belt gearbox ensure optimal gear meshing and extended operational life. Temperature management features prevent overheating during continuous operation, while vibration dampening technologies minimize noise and mechanical stress. Applications for conveyor belt gearbox systems span numerous industries including manufacturing, mining, food processing, packaging, automotive assembly, and logistics distribution centers. In mining operations, these gearboxes handle extreme loads and harsh environmental conditions while maintaining operational integrity. Food processing facilities rely on conveyor belt gearbox units that meet strict hygiene standards and provide smooth product flow. Automotive manufacturing plants utilize precision-engineered conveyor belt gearbox systems to maintain exact timing and positioning throughout assembly lines. The versatility of conveyor belt gearbox technology allows customization for specific applications, with gear ratios, mounting configurations, and output specifications tailored to meet unique operational requirements. Whether supporting lightweight packaging operations or heavy-duty material transport, the conveyor belt gearbox remains an indispensable component in modern industrial automation.