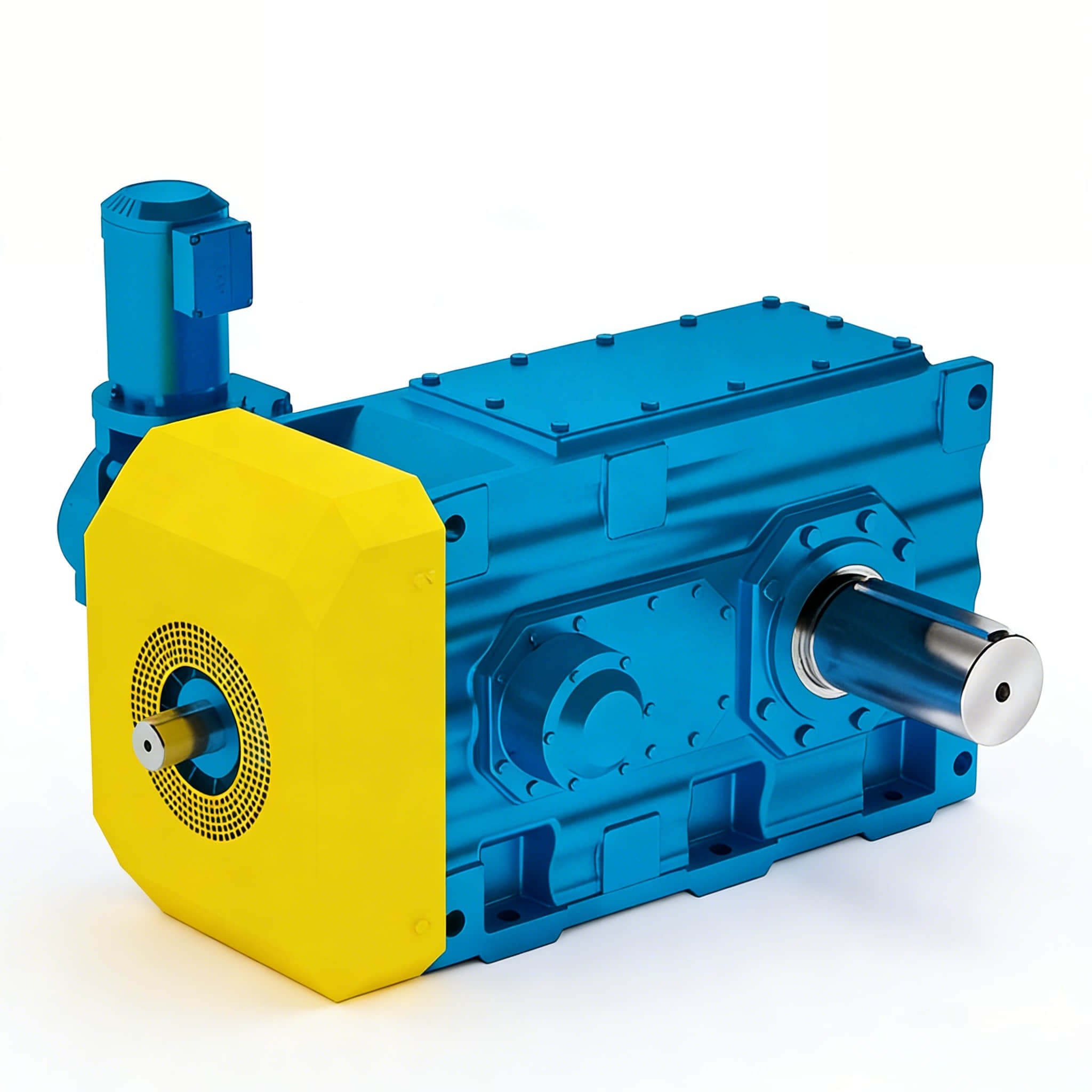
Versatile Mounting and Integration Flexibility
The inline helical gear box excels in providing unprecedented mounting flexibility and integration options that accommodate diverse machinery configurations and space constraints commonly encountered in modern industrial applications. The streamlined inline configuration eliminates the offset geometry typical of right-angle gear systems, enabling direct alignment with drive motors and driven equipment for simplified installation procedures and reduced system complexity. This straight-through design approach minimizes the number of coupling components required for installation, reducing potential failure points and simplifying maintenance procedures while lowering overall system costs. Multiple mounting orientations supported by quality inline helical gear box designs include horizontal, vertical, and angled installations, providing engineers with the flexibility needed to optimize machinery layouts and achieve efficient use of available space. The compact envelope dimensions of inline helical gear box systems enable installation in tight spaces where larger conventional gear reducers would not fit, making them ideal for retrofitting existing equipment or designing new machinery with space-efficient layouts. Standardized mounting interfaces incorporated into modern inline helical gear box designs facilitate compatibility with industry-standard motors, couplings, and mounting hardware, reducing procurement complexity and enabling faster project completion times. The modular construction approach utilized in advanced inline helical gear box systems allows for field modifications and ratio changes without requiring complete unit replacement, providing long-term flexibility as operational requirements evolve. Input and output shaft configurations can be customized to match specific application requirements, including hollow shaft options that enable direct mounting onto driven equipment shafts and eliminate the need for external coupling systems. The robust housing designs typical of quality inline helical gear box systems incorporate multiple mounting points and reinforcement features that enable secure installation even in high-vibration environments or mobile equipment applications. Sealed bearing systems and effective lubrication methods ensure reliable operation regardless of mounting orientation, maintaining performance consistency whether installed horizontally, vertically, or at intermediate angles. The adaptability of inline helical gear box systems extends to environmental considerations, with various sealing options and surface treatments available to match specific operating conditions such as food processing, chemical exposure, or outdoor installations where weather protection becomes critical for long-term reliability.