Versatile Application Compatibility and Installation Flexibility
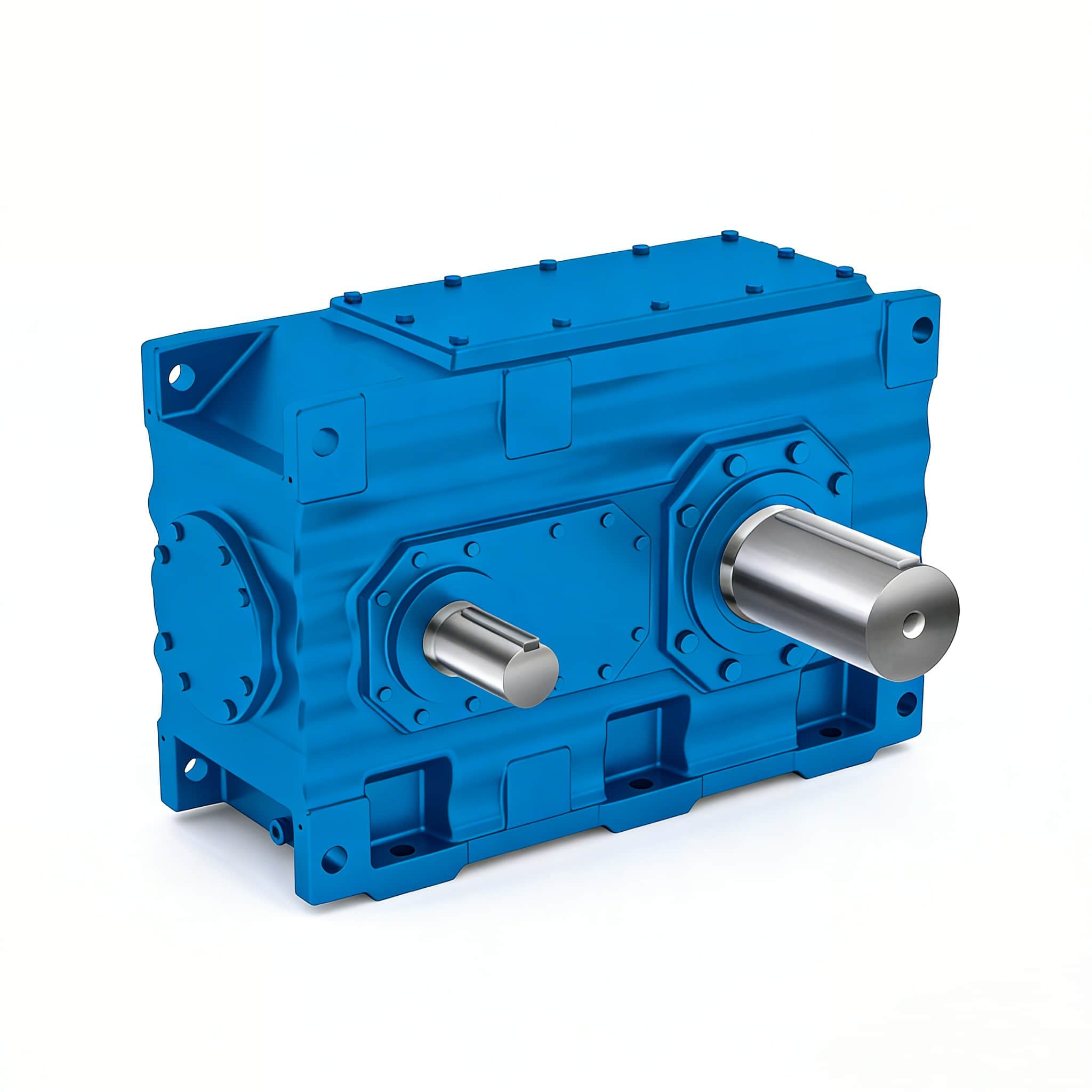
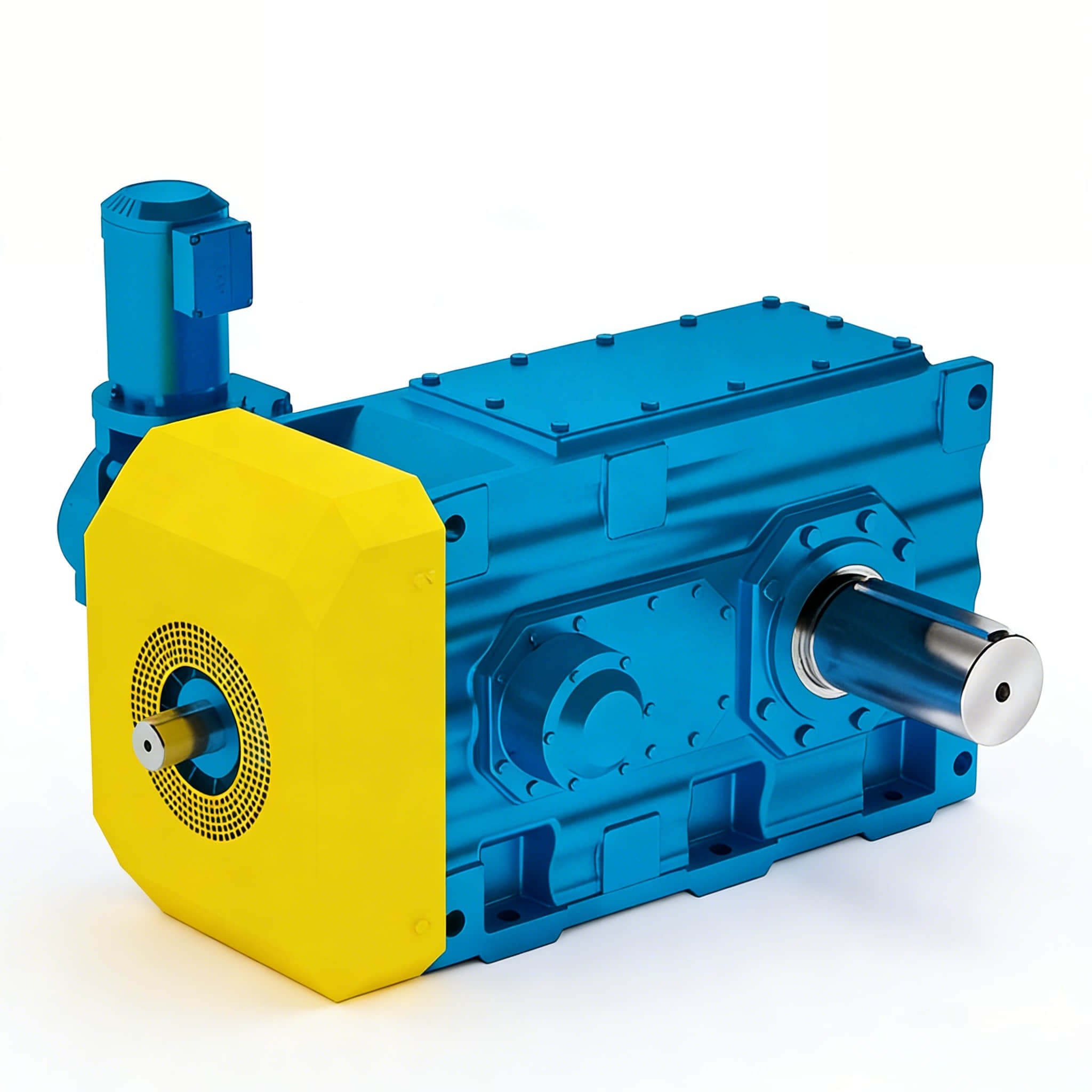
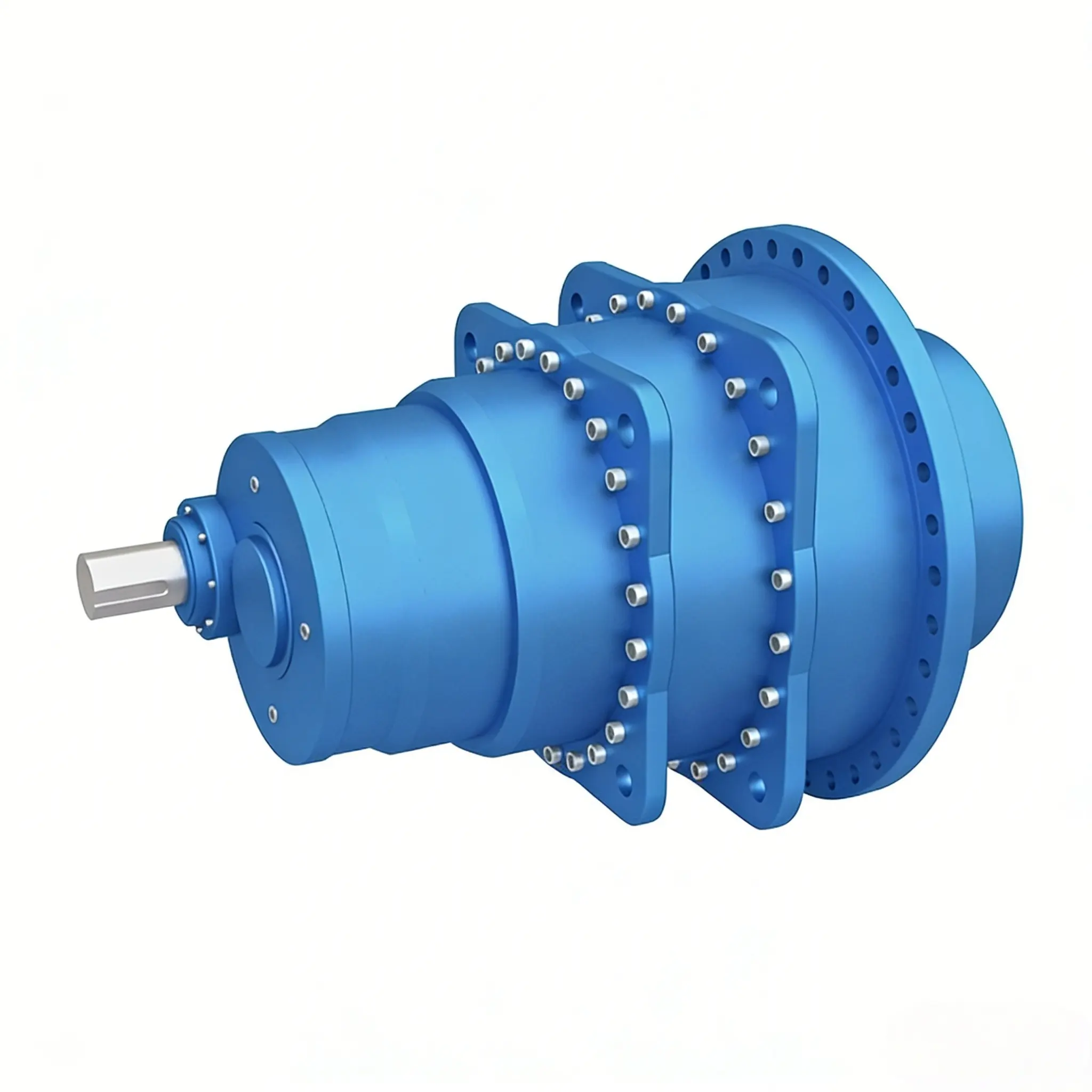
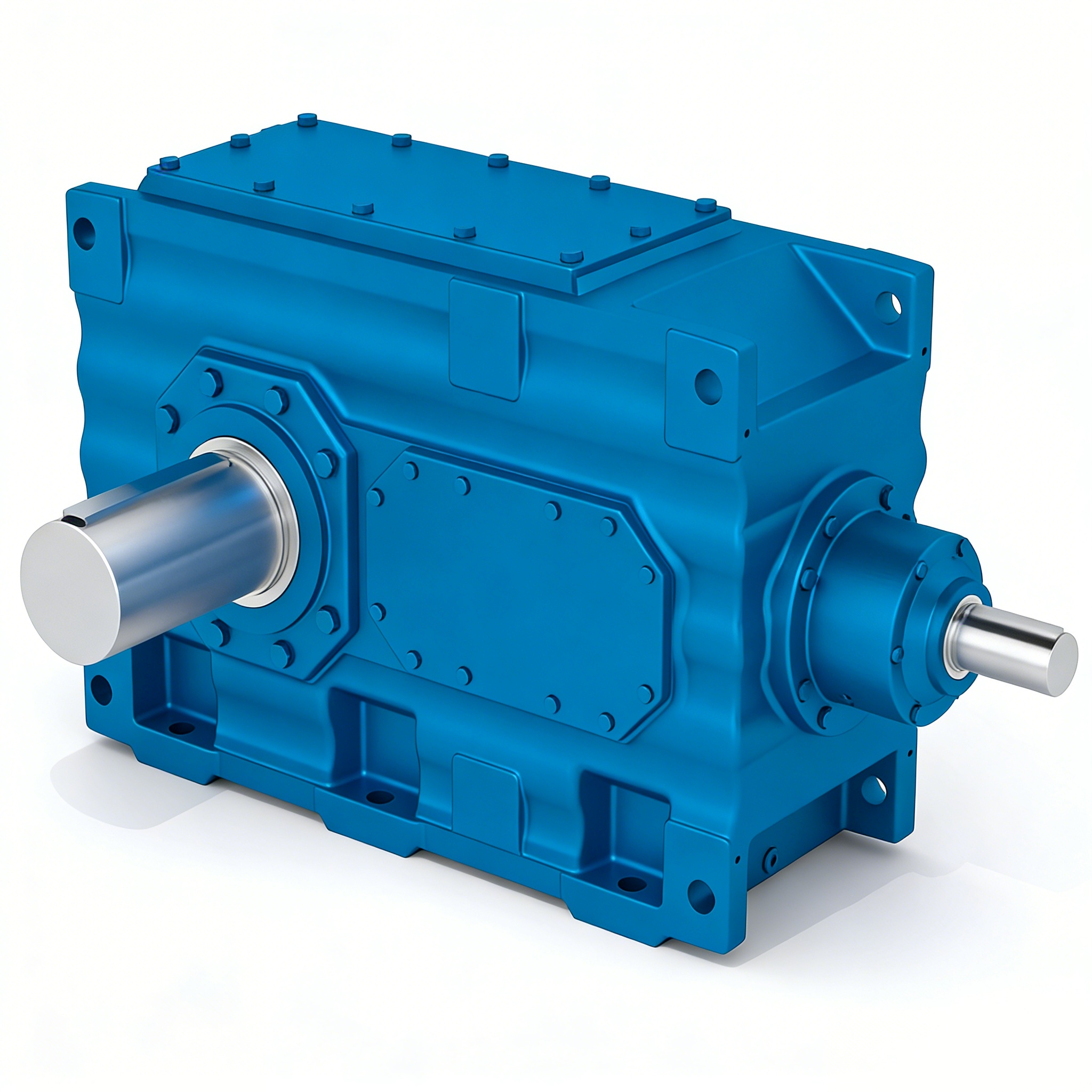
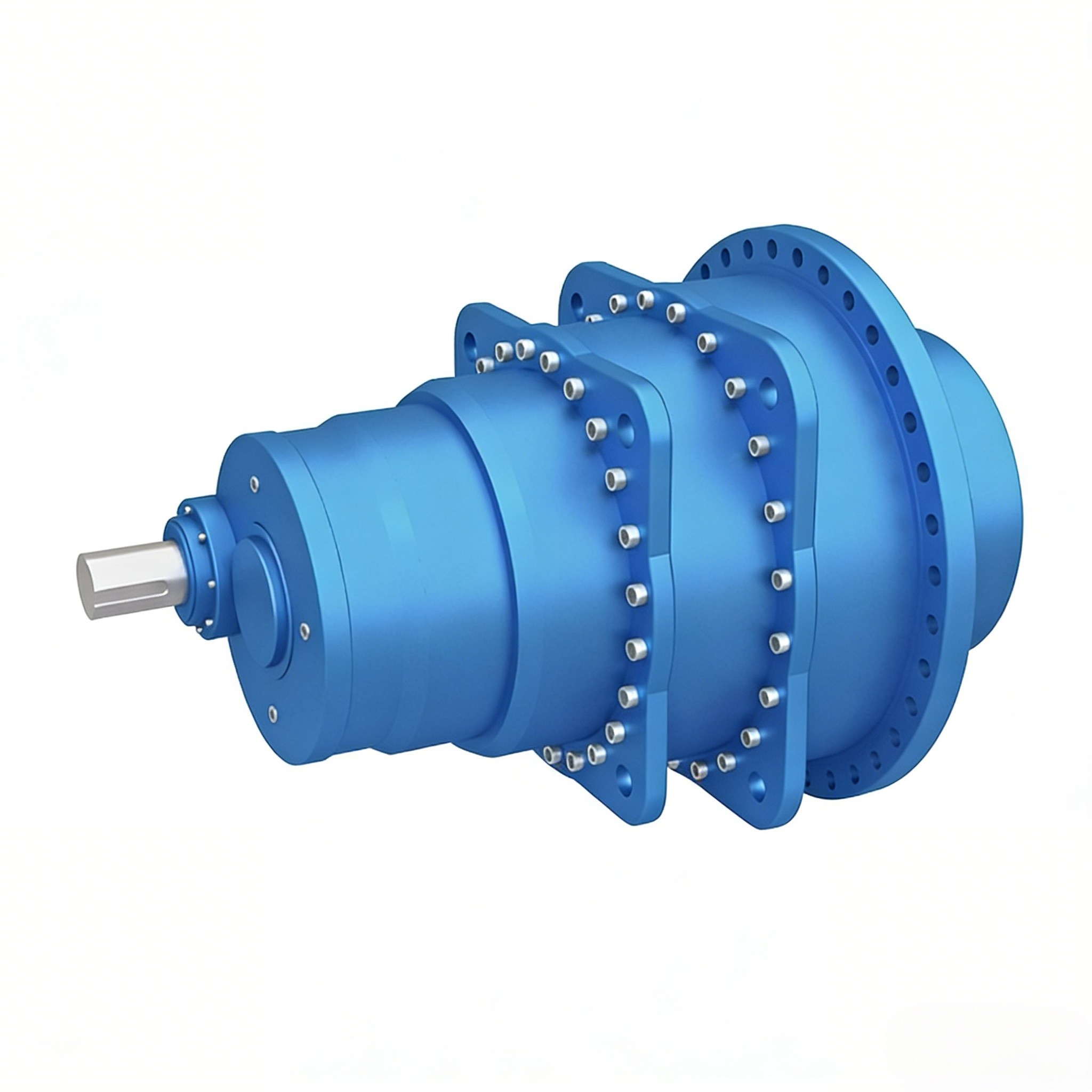
The gearbox for conveyor system offers exceptional versatility in application compatibility and installation flexibility, accommodating diverse industrial requirements across multiple sectors and operational environments. This adaptability stems from comprehensive design approaches that consider varying load characteristics, speed requirements, mounting configurations, and environmental conditions encountered in modern material handling applications. The modular architecture of a gearbox for conveyor system enables customization for specific operational parameters without requiring complete system redesign or specialized manufacturing processes. Standard mounting options include foot-mounted, flange-mounted, and shaft-mounted configurations that integrate seamlessly with existing conveyor infrastructure or new installation projects. The gearbox for conveyor system accommodates various motor types including AC induction motors, servo motors, and variable frequency drive systems, providing design engineers with extensive flexibility in selecting optimal drive combinations for specific applications. Input and output shaft configurations offer multiple orientation options, enabling installation in confined spaces or challenging geometric layouts commonly encountered in retrofitting projects or facility expansions. Environmental adaptability represents a crucial advantage of modern gearbox for conveyor system designs, with specialized variants available for extreme temperature operations, corrosive atmospheres, and explosive environments. Food-grade versions incorporate stainless steel construction and FDA-approved lubricants for applications in food processing and pharmaceutical facilities. The gearbox for conveyor system also accommodates varying conveyor belt widths, speeds, and load capacities through selectable gear ratios and torque ratings, eliminating the need for custom engineering in most standard applications. Installation procedures remain consistent across different configurations, reducing training requirements and installation costs while maintaining high reliability standards. Comprehensive technical documentation and application guides accompany each gearbox for conveyor system, providing engineers and technicians with detailed specifications, installation instructions, and maintenance procedures. This versatility extends to aftermarket support, with readily available replacement parts and service expertise ensuring long-term operational sustainability regardless of specific application requirements or installation configurations.