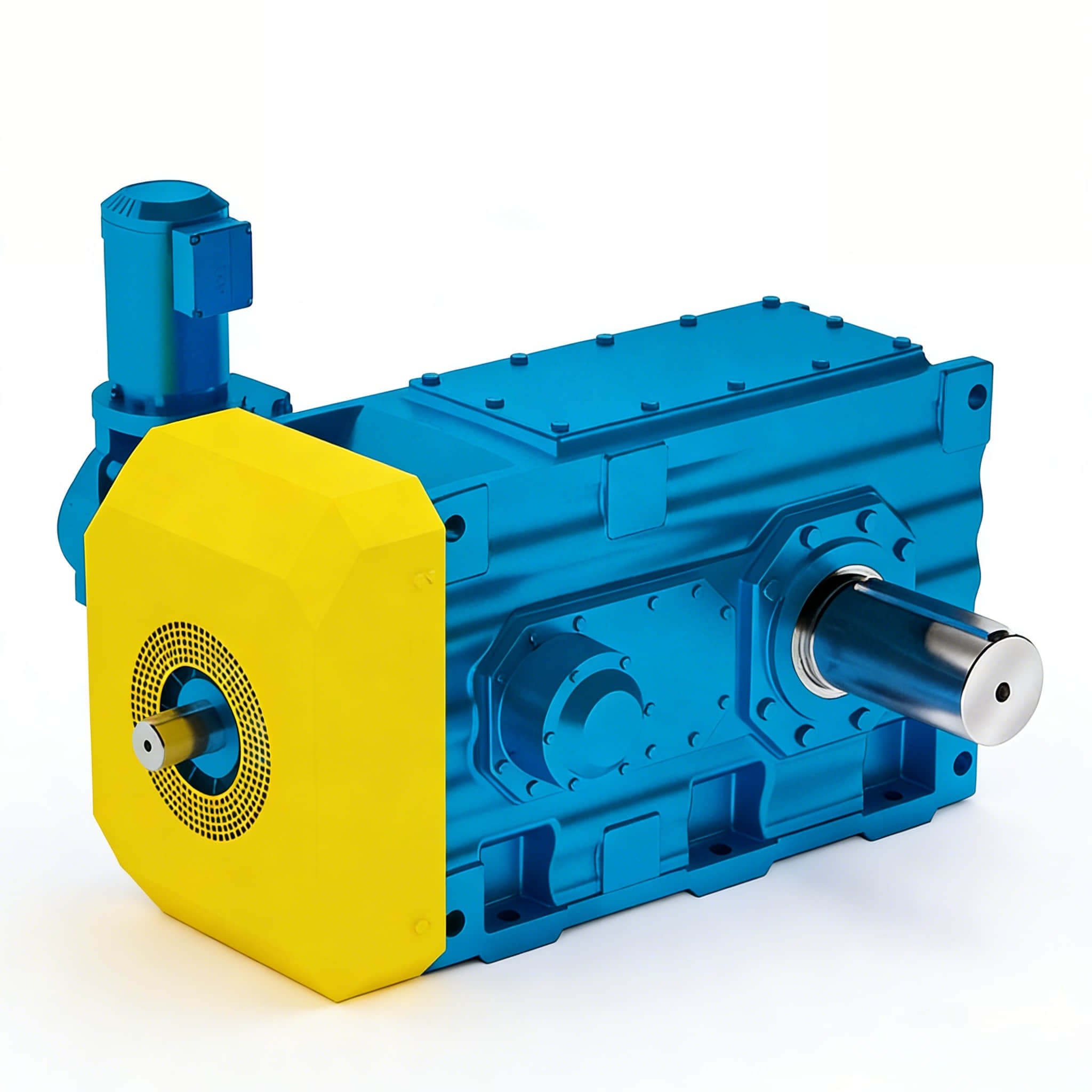
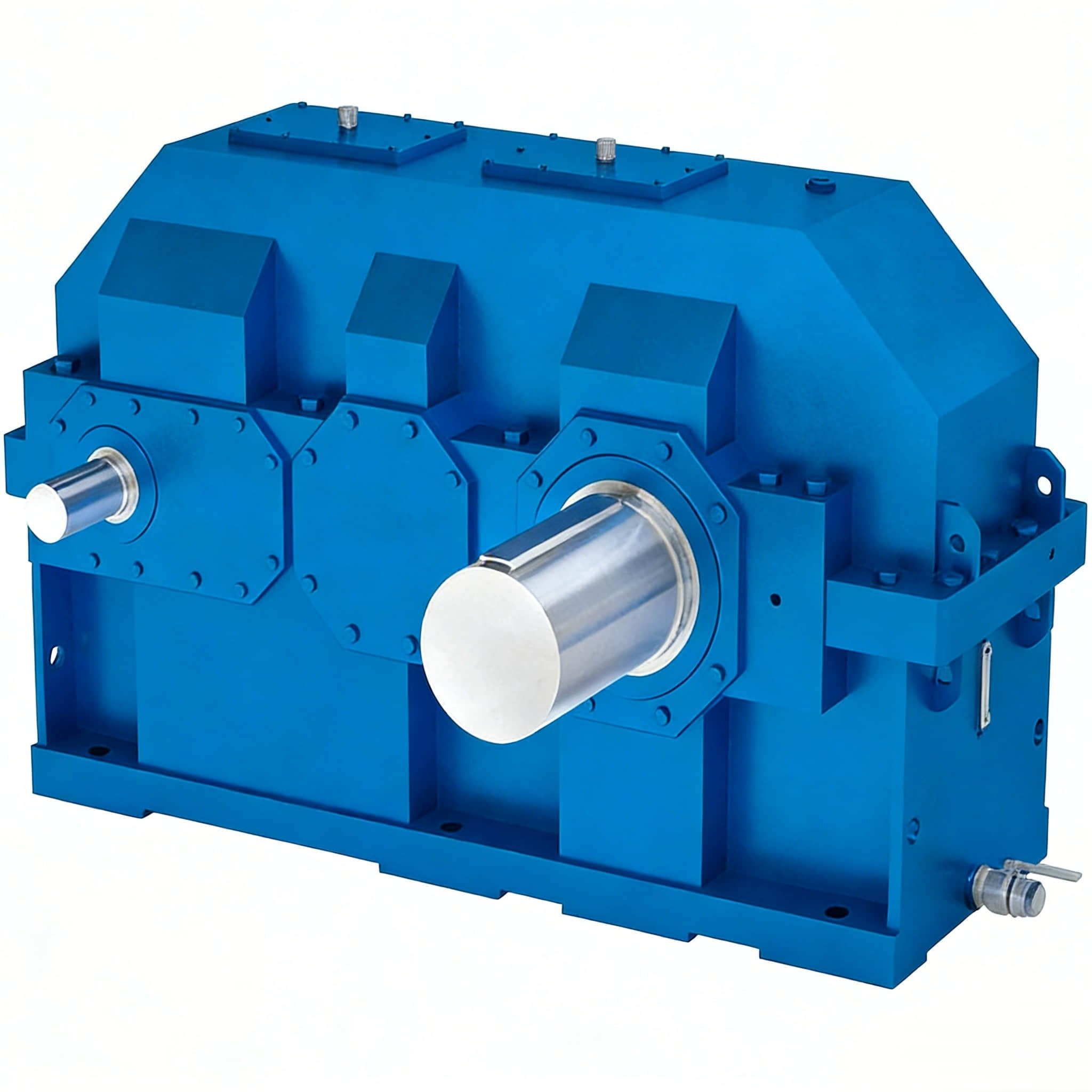
gearbox for conveyor belt
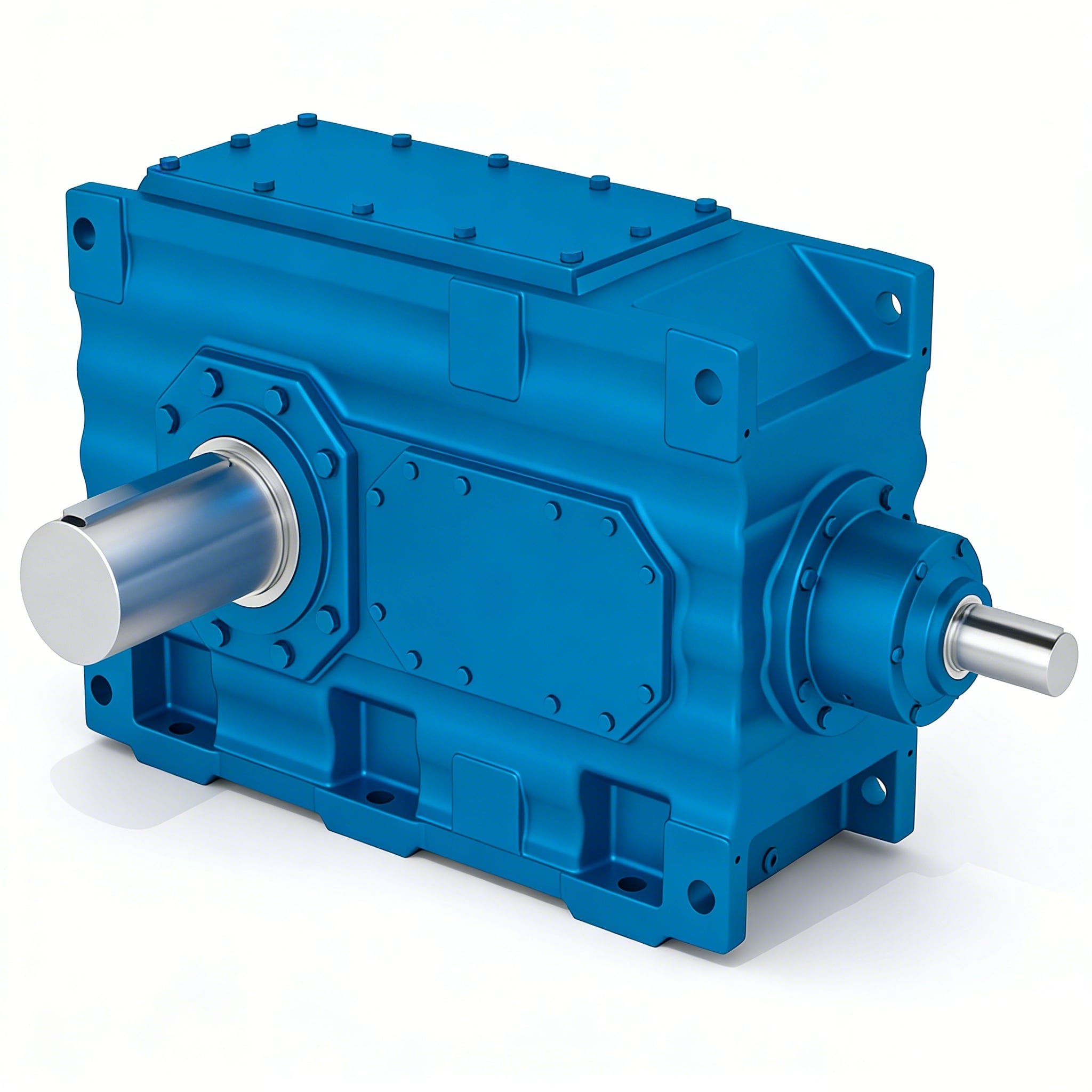
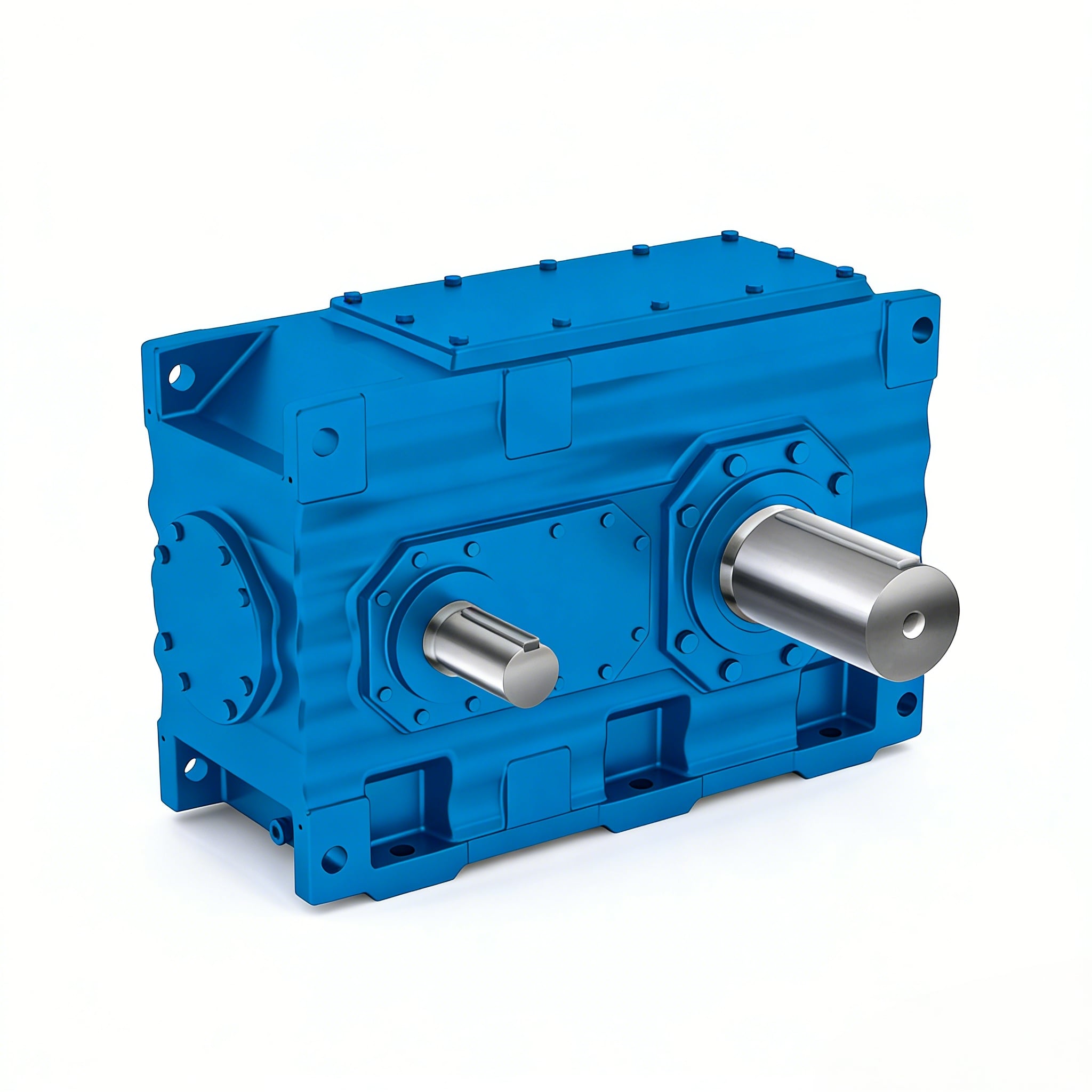
A gearbox for conveyor belt systems represents a critical mechanical component that serves as the primary power transmission mechanism between drive motors and conveyor belts. This essential equipment transforms the high-speed, low-torque output from electric motors into the low-speed, high-torque power required to efficiently move conveyor belts across various industrial applications. The gearbox for conveyor belt operates through a sophisticated arrangement of gears, shafts, and bearings housed within a robust casing designed to withstand harsh industrial environments. The main functions of a gearbox for conveyor belt include speed reduction, torque multiplication, and directional control of the conveyor system. Speed reduction occurs when the input shaft rotates at motor speed while the output shaft delivers significantly reduced rotational velocity, typically ranging from 10:1 to 100:1 reduction ratios depending on application requirements. Simultaneously, torque multiplication ensures adequate pulling force to move heavy loads along the conveyor belt path. Technological features of modern gearbox for conveyor belt systems incorporate precision-engineered helical gears that provide smooth, quiet operation with minimal vibration. Advanced sealing systems prevent contamination while maintaining optimal lubrication levels throughout extended operational periods. Heat-treated steel components ensure exceptional durability under continuous duty cycles. Many units feature modular designs allowing easy maintenance access and component replacement without complete system disassembly. Applications for gearbox for conveyor belt systems span numerous industries including mining operations, manufacturing facilities, food processing plants, packaging centers, and material handling warehouses. These systems efficiently transport raw materials, finished products, bulk commodities, and packaged goods across production lines and distribution networks. The versatility of gearbox for conveyor belt technology makes it indispensable for automated material handling solutions requiring reliable, consistent performance in demanding operational environments where downtime costs can be substantial.