worm reducer
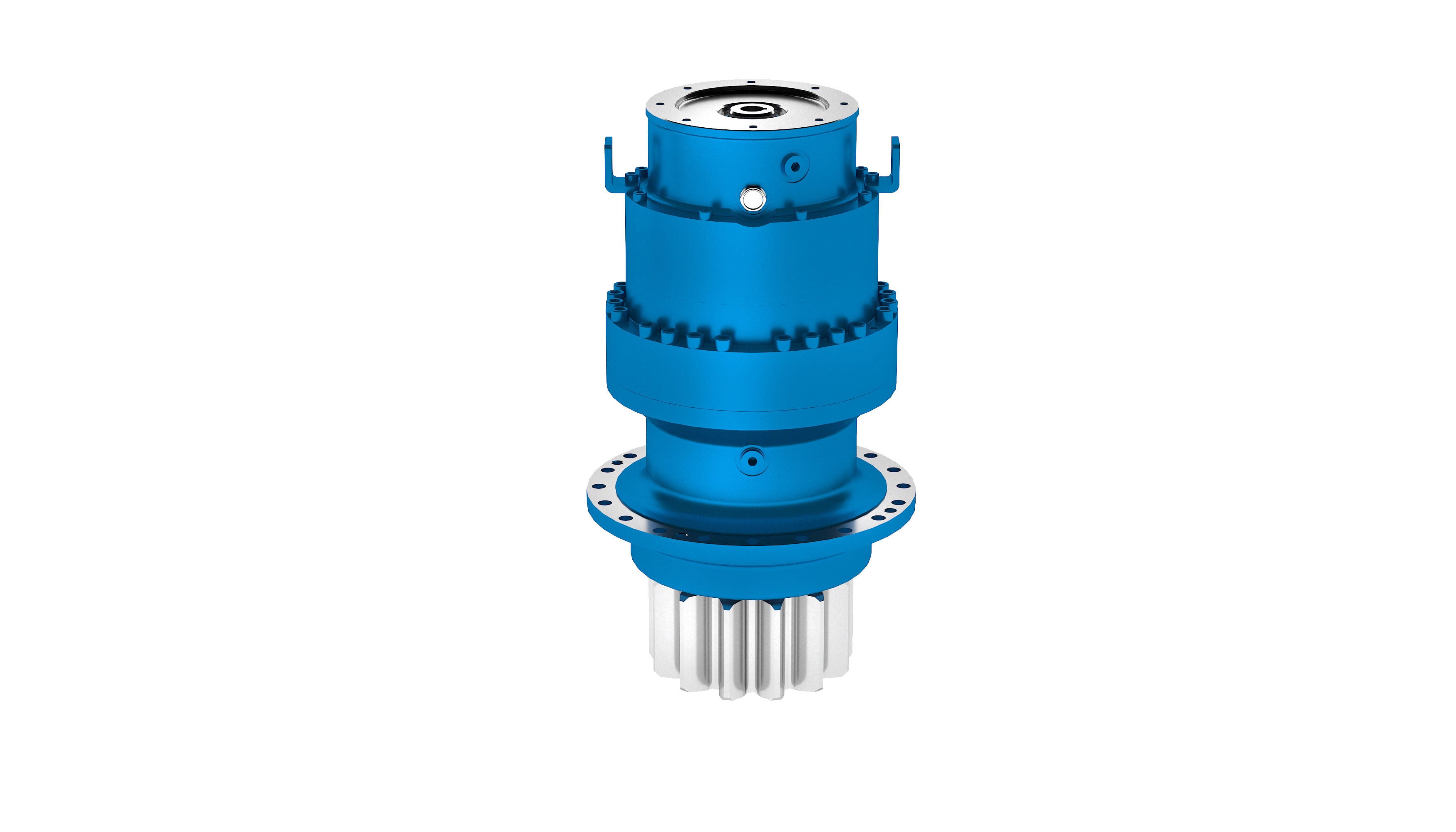
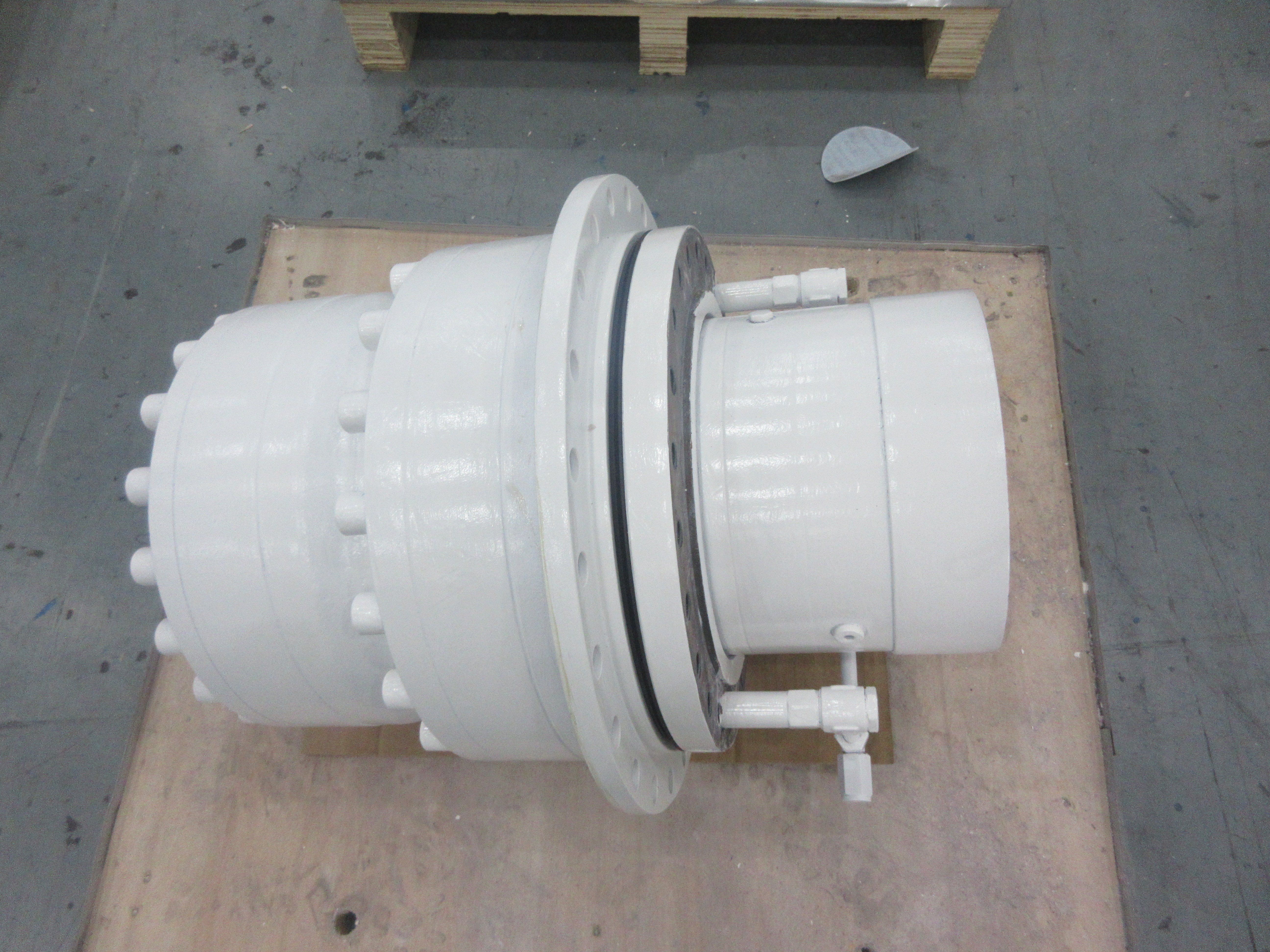
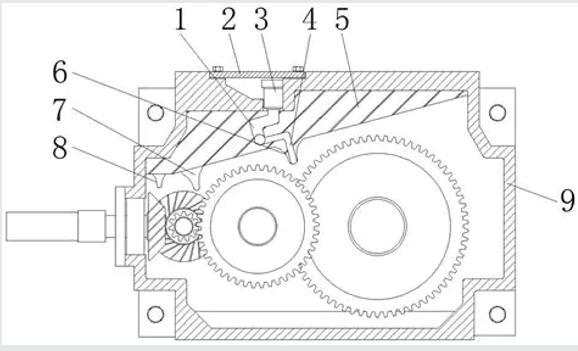
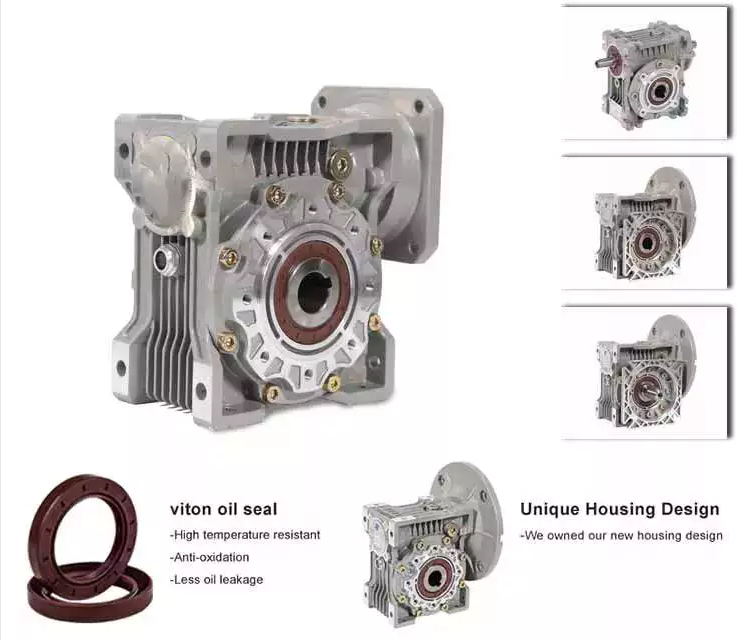
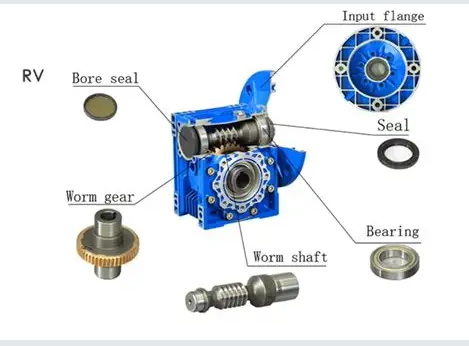
A worm reducer represents a sophisticated mechanical transmission system that utilizes the meshing interaction between a worm shaft and worm wheel to achieve precise speed reduction and torque multiplication. This ingenious engineering solution operates through the fundamental principle of helical gear mechanics, where the worm screw engages with the teeth of the worm wheel at a perpendicular angle, creating a compact yet powerful reduction mechanism. The worm reducer serves as an essential component in countless industrial applications where controlled motion transmission is paramount. The primary function of this mechanical device centers around converting high-speed, low-torque input into low-speed, high-torque output, making it invaluable for applications requiring substantial mechanical advantage. The technological architecture of modern worm reducers incorporates precision-engineered materials, advanced lubrication systems, and carefully calculated gear ratios to ensure optimal performance across diverse operating conditions. These units typically feature robust cast iron or aluminum housings that provide exceptional durability while maintaining thermal stability during extended operation periods. The worm shaft, manufactured from hardened steel alloys, exhibits superior wear resistance and maintains dimensional accuracy under continuous loading scenarios. Contemporary worm reducer designs integrate sealed bearing systems that minimize maintenance requirements while maximizing operational lifespan. The applications for worm reducers span numerous industries including manufacturing automation, material handling systems, conveyor operations, packaging machinery, food processing equipment, and renewable energy installations. These versatile transmission solutions prove particularly valuable in scenarios where space constraints demand compact design without compromising performance capabilities. The self-locking characteristic inherent in many worm reducer configurations provides additional safety benefits, preventing reverse rotation when power is removed, making them ideal for lifting applications and positioning systems requiring holding torque capabilities.